 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

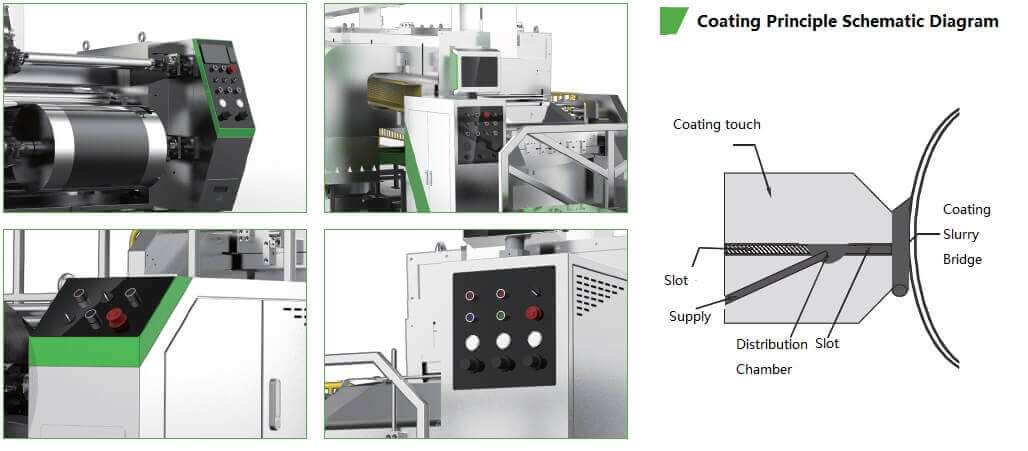
Высокоточная двухсторонняя экструзионная машина для нанесения покрытий на штампы
Model Number:
TMAX-XHPT-7564S-MMОплата:
L/C D/A D/P T/T Western UnionDelivery Time:
90 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Прецизионная экструзионная односторонняя машина для нанесения покрытий на пазы для производства аккумуляторовСледующая:
Автоматическая машина для впрыска электролита в цилиндрическую батарею
Высокоточная двухсторонняя экструзионная машина для нанесения покрытий на штампы
1. Краткий я введение Вт дыра М боль С структура
1.1 Состав оборудования:
① Одноосный механизм размотки
② Механизм первого бокового покрытия
③ Механизм двухъярусной духовки.
④ Тяговый механизм
⑤ Механизм второго бокового покрытия
⑥ Тяговый механизм
⑦ Двухосевой заводной механизм
⑧ Система точной подачи (два комплекта)
⑨ Электрическая система управления
1.2 Технологический процесс:
Основной материал полярной пластины, размещенной на устройстве размотки, поступает в систему натяжения размотки после автоматической коррекции и поступает в головку для нанесения покрытия после регулировки натяжения размотки. Полярная пластина покрыта в соответствии с процедурой установки системы покрытия; Кусок влажного электрода с покрытием поступает в печь нижнего слоя и высушивается горячим воздухом; Полюсный наконечник после сушки выпрямляется системой выпрямления, а затем системой натяжения регулируется натяжение. В то же время скорость тяги регулируется для синхронизации со скоростью второго покрытия. После того, как полюсный наконечник покрыт с обратной стороны второй покрывной головкой, он поступает в верхнюю печь для сушки горячим воздухом. После выпрямления полюсного наконечника после сушки вторым тяговым агрегатом и регулировки натяжения его наматывают намоточным устройством.
2 . Технические п параметры Б батарея Е электрод
2.1 Подходящая толщина подложки: алюминиевая фольга: 0,010–0,030 мм, медная фольга: 0,006–0,030 мм;
2.2 Подходящая ширина подложки: алюминиевая фольга: 300-660 мм, медная фольга: 300-660 мм;
2.3 Размер катушки из алюминиевой/медной фольги с полюсным наконечником: апертура сердечника 3 дюйма;
2,4 Технические требования к намотке и размотке покрытия: диаметр рулона ≤ φ 500 мм, диаметр сердечника 3 дюйма;
2,5 Суспензия покрытия: после того, как суспензия полностью перемешана и отфильтрована в соответствии с требованиями к покрытию батареи, ее заполняют в работающем резервуаре и непрерывно перемешивают, чтобы поддерживать характеристики покрытия суспензии.
2,6 Толщина покрытия в сухом состоянии с одной стороны (исключая подложку): 50-150 мкм ; Максимальная толщина мокрого покрытия: 100-500 мкм (при допустимой вязкости суспензии)
3 . Главный п производительность п параметры
НЕТ. |
п проект |
п араметр |
р пометки |
1 |
Обычный С скорость С гребля |
≤2 4 м/мин |
Нормальная скорость покрытия зависит от системы материалов, толщины покрытия и содержания твердого вещества. |
2 |
Покрытие С мочился А точность Е ошибка |
≤0,1 м/мин |
|
3 |
Покрытие Вт идентификатор |
≤650мм |
|
4 |
Покрытие л длина ( С английский п т.е.) |
≤2500мм |
|
5 |
Покрытие М боль С мочился |
40м/мин |
|
6 |
Общий л длина С катер |
≤43 м |
Он имеет прекрасные отношения с конфигурацией |
7 |
Оборудование А ир п давление |
0,6 ~ 0,8 МПа |
Сухой и без примесей |
8 |
Одинокий С язь С гребля Д рай Т закостенелость Е ошибка |
Li(NiCoMn)O2 , LiFePO4, С обальт ± 2 мкм (Мн ± 2 мю ) |
Край, голова и хвост 8 мм исключены |
9 |
Двойной С язь С гребля Д рай Т закостенелость Е ошибка |
Li(NiCoMn)O2 , LiFePO4, С обальт ± 3,0 мкм (Мн ± 3 мю ) |
|
10 |
Одинокий С язь Вт восемь Е ошибка в С английский С бедро |
±1,5% |
Метод измерения (Рис. Б ) |
11 |
Минимум С гребля л длина |
20мм |
|
12 |
Минимум л длина Д значение С английский п старый п айс |
50мм |
( О ne покрытие плюс зазор) |
13 |
Минимум л длина Д значение С английский Д двойной С сегмент п старый п айс |
100мм |
( Два покрытия плюс зазор) |
14 |
Одинокий С язь Т закостенелость Е ошибка Е электрод ЧАС читать и Т больной |
-10мкм~ +5мкм |
|
15 |
Интервал С гребля М минимум грамм ап |
10мм |
При скорости покрытия, чем выше скорость, тем больше минимальный зазор . |
16 |
Точность Е ошибка С гребля л длина |
±1,0 мм |
В пределах 3000 мм |
17 |
Перекрывать Е ошибка Ф рон и Б подтверждение С гребля |
±0,5 мм |
|
18 |
Перекрывать Е ошибка Ф рон и Б подтверждение С гребля Е dge |
±0,5 мм |
|
19 |
Край U равномерность Е ошибка Вт заклинание |
± 1 мм (начать расчет после 5 ходов) |
рулон Φ 500 мм |




 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

