 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
Лазерный сварочный аппарат (привариваемая верхняя крышка)
Model Number:
TMAX-YK-HJ-2102Оплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Лазерный сварочный аппарат для производства призматических ячеекСледующая:
Полуавтоматический ультразвуковой сварочный аппарат
Лазерный сварочный аппарат (привариваемая верхняя крышка)
Это оборудование используется для герметизирующей сварки и сварки отверстий с впрыском жидкости. призматический верхняя крышка аккумулятора. Это полуавтоматическое оборудование. Верхняя крышка поступающего материала была вручную пристегнута к алюминиевой оболочке. Принимая уплотняющую поверхность батареи за верхнюю точку отсчета, ее располагают сверху нижней пластины элемента. После лазерной сварки он проверяется и оценивается вручную. Данное оборудование позволяет быстро менять приспособление и подходит для сварки различных моделей изделий.
2 、 Подробный пункт
серийный номер |
Имя |
Модель |
Кол-во |
Примечание |
1. |
Машина для сварки верхней крышки и сварки отверстий с впрыском жидкости |
XSHJ- 2102 |
1 поставил |
|
2. |
Кулер |
Dongluyang |
1 поставил |
|
3. |
Пылесборник |
фоксконн |
1 поставил |
|
2 、 Основные параметры
серийный номер |
Предмет |
Кол-во |
Примечание |
Сварочный лазер |
1 поставил |
|
|
Сварное соединение |
1 поставил |
|
|
кулер |
1 поставил |
|
|
Модуль движения |
1 поставил |
|
|
серводвигатель |
1 поставил |
|
|
Каркас+плита+щит |
1 поставил |
|
|
Наблюдение ПЗС+ Отображать |
1 поставил |
|
|
Промышленный пылесборник |
1 поставил |
|
|
Управление движением сварочной платформы |
1 поставил |
|
|
Программное обеспечение для управления сваркой |
1 поставил |
|
|
11. |
Плата контроля формы волны лазера |
1 поставил |
|
12. |
МПК |
1 поставил |
|
13. |
приспособление |
1 поставил |
|
2. Настройка источника питания
3 фазы 380В ; Колебания напряжения менее ±10% ; мощность : 8 кВА ;
0,6~0,8 МПа
4. Требования к окружающей среде
температура окружающей среды 20 ~ 40℃ ; относительная влажность 5 ~ 55 % HR ;
серийный номер |
Предмет |
Спецификация |
Примечание |
1 |
Размер батареи |
л 166мм , Т 22мм , ЧАС 234мм |
|
4 、 Производительность процесса
серийный номер |
Предмет |
Спецификация |
Примечание |
1. |
Эффективный рабочий диапазон верстака |
л 300 мм × Вт 300мм× ЧАС 200мм |
|
2. |
Повторная точность позиционирования лазерной сварки |
≤ ± 0,02 мм |
|
3. |
Квалифицированная ставка |
98,5% |
|
4. |
эффективность |
5 0- 7 0 мм/с |
|
5. |
Инструментальное приспособление можно заменить |
|
|
6. |
Метод сварки |
Вертикальная сварка и боковая сварка (требуется соответствующее приспособление) |
|
7. |
Мощность лазерного сварочного аппарата |
10 00 Вт |
|
8. |
Точность регулировки фокусного расстояния сварного соединения |
0,02 мм |
|
9. |
Функция памяти параметров сварки, повторное переключение продуктов, которые были выполнены без программирования |
|
|
10. |
Оснащен функцией удаления пыли и дыма. |
|
|
11. |
Оснащен защитной дверью и защитной решеткой для обеспечения безопасной работы |
|
|
12. |
Шум |
≤75 дБ |
|
13. |
интенсивность отказов |
Интенсивность отказов = (длительность аварийного отключения / продолжительность обслуживания оборудования) < 2% |
|
серийный номер |
Предмет |
Стандарт |
1. |
Ширина сварки отбортовки |
< 0,3 мм |
2. |
Проплавление и ширина сварного шва |
Проникновение 0,5~1,4 мм , Ширина расплава : 1~1,6 мм , |
Сопротивление давлению сварки (прочность на растяжение) |
Выдержать напряжение > 1,1 МПа |
|
4. |
Внешний вид и качество сварки |
После сварки сварной шов не должен иметь дефектов, таких как ямки, разрывы сварных швов, несоосность и точки взрыва, а сварной шов должен быть гладким и плоским, что не приведет к серьезной деформации корпуса. В оболочке после сварки нет сварочного шлака, и лазер не прожигает диафрагму и высокотемпературную ленту внутри оболочки |
5 、 Конфигурация основных компонентов
Состав оборудования:
1. Часть зажима аккумулятора для сварки верхней крышки
серийный номер |
Описание |
Примечание |
1. |
Ручная подача, принимая за точку отсчета уплотняющую поверхность электрического сердечника, поднимите нижнюю часть электрического сердечника, чтобы обеспечить постоянство верхнего уровня; Цилиндр с длинной стороны заблокирован, цилиндр с короткой стороной заблокирован, верхний эталонный цилиндр разблокирован, а нижний конец приспособления оснащен пружинным механизмом позиционирования. Пружина упруго деформируется, чтобы гарантировать, что оболочка ячейки не поцарапается во время точного позиционирования; |
|
2. |
Сначала предварительно приварите накладку и корпус, а затем полностью приварите после фиксации положения. |
|
3. |
Зажимная часть не находится в полном контакте с ячейкой, а середина полая, чтобы предотвратить чрезмерное давление выдавливания на ячейку; Ручная вырубка: когда батарея переходит в режим вырубки, цилиндр батареи разблокируется, аккумуляторная ячейка выдвигается, и материал берется вручную. Короткая сторона зажимается вращающимся цилиндром, а электрический сердечник размещается и снимается сбоку, что удобно в эксплуатации. . |
|
2. Трехосевая сварочная платформа
серийный номер |
Описание |
Примечание |
1. |
Выходная головка лазера управляется трехосевым высокоточным механическим модулем для обеспечения точности оборудования; Использование высокоточного алгоритма и контроллера, точной мощности лазерного возбуждения и пути; Прижмите сборочный механизм перед сваркой, а затем полностью приварите верхнюю крышку, чтобы обеспечить квалификацию продукта; Выхлопная труба и фильтр должны быть изготовлены из огнестойких материалов, а соединительные детали должны быть соединены стальными кольцами. |
|
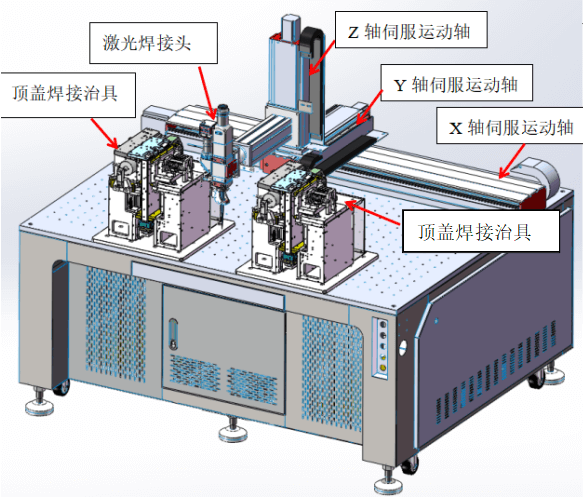
激光焊接头: Соединения, сваренные лазером:
顶盖焊接治具: Приспособление для сварки верхней крышки:
Z 轴伺服运动轴: Ось перемещения сервопривода по оси Z:
Икс 轴伺服运动轴: Ось движения сервопривода по оси X:
顶盖焊接治具: Приспособление для сварки верхней крышки
3. Крышка рамы и человеко-машинный интерфейс
серийный номер |
Описание |
Примечание |
|
Верхняя крышка оборудования изготовлена из листового металла и акриловых панелей Tan, а для обеспечения безопасности операторов установлены защитные решетки. Человеко-машинный интерфейс оборудования разработан в соответствии с существующей структурой компании, а параметры сварки визуализируются и отслеживаются. |
|
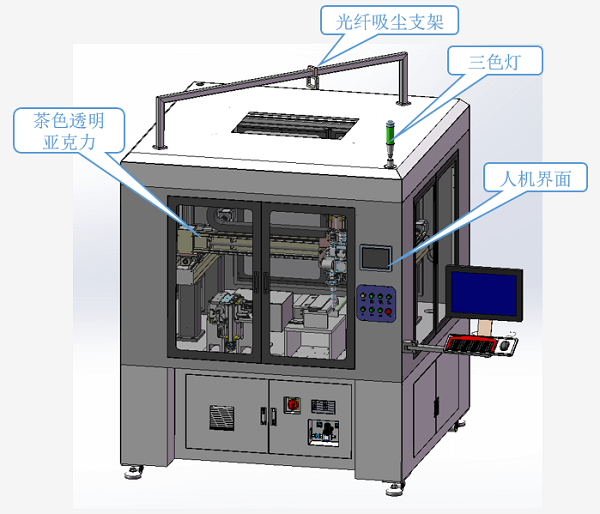
茶色透明亚克力: Светло-коричневый прозрачный акрил
光纤吸尘支架: Поддержка всасывания пыли из оптического волокна
三色灯: Трехцветная лампа
人机界面: интерфейс
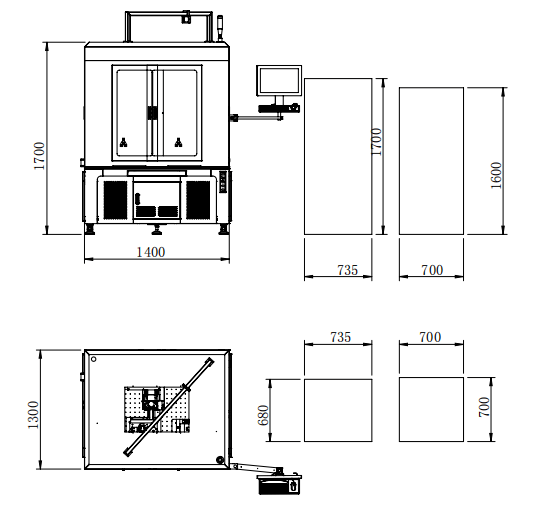
4.Три вида части оборудования
6 、 Требования к мощности оборудования
серийный номер |
Предмет |
Индекс |
Примечание |
1. |
Эффективность времени знак равно Фактическое время работы: время загрузки - плановое время простоя (отказ, переключение материала) Время загрузки: производственные часы - плановое время простоя Время производства: нормальное рабочее время Плановые простои: утро и вечер, отдых, выборочная проверка, уборка и т.д. |
≥99,00% |
|
2. |
Улучшение производительности знак равно Теоретический темп: теоретическое время производства одного продукта. |
100% |
|
3. |
Скорость квалификации продукта знак равно Фиксированные потери: сращивание ленты, замена катушки и т. д. |
≥99,50% |
|
4. |
ЦМК Индекс мощности оборудования Индекс CMK учитывает только краткосрочную дисперсию и подчеркивает влияние факторов оборудования на качество продукции. Требования к тесту: извлеченные данные непрерывны; Предполагается, что оператор, измерительные инструменты и сырье не затронуты; Учитывайте только влияние одного фактора оборудования. (то есть оператор должен быть квалифицированным и компетентным; измерительные инструменты должны соответствовать требованиям и быть откалиброваны; одна и та же партия материалов; и инспекторы должны соответствовать требованиям.) Как правило, 10 групп из 100 образцов отбираются для измерения в течение примерно одного часа после того, как производство машины стабилизируется.
|
≥1,67 |
|
5. |
План работы оборудования |
300 день / год ,2 смены , ( 11,5 ) ЧАС / сдвиг |
|
6. |
Срок службы оборудования |
10 Годы |
|
7. |
Оператор |
|
|
8. |
Шум оборудования |
≤7 5 дБ |
|


7 、 Марка комплектующих и запчастей
серийный номер |
Имя |
Бренд |
Примечание |
1 |
Сварочный лазер |
创鑫 Chuangxin |
|
2 |
Сварочная головка |
万顺兴 Wan Shunxing |
|
3 |
машина охлаждающей воды |
东露阳 Dongluyang |
|
4 |
Модуль движения |
上银 Shangyin |
|
5 |
серводвигатель |
松下 Панасоник |
|
6 |
Каркас+плита+щит |
индивидуальные |
|
7 |
Соблюдайте ПЗС + дисплей |
индивидуальные |
|
8 |
Пылесборник |
鸿海 фоксконн |
|
9 |
Управление движением сварочной платформы |
индивидуальные |
|
10 |
Программное обеспечение для управления сваркой |
|
|
11 |
Плата контроля формы волны лазера |
индивидуальные |
|
12 |
МПК |
Адвантех / Леново |
|
13 |
приспособление |
индивидуальные |



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

