 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Высокоточный прокатный станок с литиевой батареей
Model Number:
TMAX-YK-800*750-LОплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Сортировочно-испытательная машина OCV для производства призматических аккумуляторовСледующая:
Двойной планетарный высокоскоростной мощный смеситель объемом 650 л для производства призматических ячеек
Высокоточный прокатный станок с литиевой батареей
1 、 Список технических характеристик оборудования
Нет . |
Название оборудования |
Модель оборудования |
р пометки |
1 |
Высокоточный прокатный станок с литиевой батареей |
ТМАКС- ЮК-800*750-Л |
Эффективная ширина прокатки составляет 200~680 мм. |
1.1 Е состав оборудования и функции
Основная комплектация оборудования
Нет. |
Н аме |
Место происхождения |
1. |
А ИК-переключатель |
Шнайдер (Франция) |
2. |
ПЛК |
Сименс (Германия) |
3. |
Т ай экран |
Смет (Тайвань) |
4 |
М почковидный |
Сименс (Германия) |
5. |
Промежуточное реле |
Шнайдер (Франция) |
6. |
Приводной серводвигатель |
Сименс (Германия) |
7 |
Редуктор |
Международная торговля (Китай) |
8. |
Мемориальные ворота |
Shaogang (China) |
9. |
Несущий |
Wafangdian (China) |
10. |
С спаривание |
Zhengtong (China) |
11 |
Гидравлический поршень |
Зимарк (Германия) |
12. |
Полное автоматическое натяжение |
ПИД-регулирование с обратной связью (самодельное) |
13. |
Радиальный шарикоподшипник (головка машины) |
НСК (Япония) |
14. |
Преобразователь частоты |
Рексрот (Китай) |
15. |
Исправить отклонение |
Dongdeng (Guangzhou) |
2, Введение в принцип оборудования
Тяга электрода уплотняется до заданной толщины или заданной плотности уплотнения за счет двойного действия давления и прижатия прижимного ролика, так что литиевая батарея, произведенная свернутым полюсным наконечником, может достичь расчетной / заданной объемной плотности энергии и производительности батареи.
Нет. |
п проект |
Д описывать |
Примечание |
1 |
Подходящая система |
Непрерывный процесс прокатки положительных и отрицательных пластин из фосфата лития-железа, оксида лития-кобальта, манганата лития, литий-никель-кобальт-марганца и других аккумуляторных систем. |
|
2 |
Рулонная подложка |
Алюминиевая фольга (10 мкм-1,5 мм), медная фольга (6 мкм-1,5 мм), |
|
3 |
Режим прокатки |
Ширина: 200мм-750мм. |
Положение привода двигателя |
4 |
рабочее давление |
Два ролика перемещаются вверх и вниз по горизонтали, а привод расположен с правой стороны подающего конца. |
|
5 |
Скорость оборудования |
Благодаря насосной станции постоянного давления, она подходит для положительного высокого давления и регулирования отрицательного низкого давления. |
|
6 |
режим управления |
Бесступенчатая регулировка, а линейная скорость верхнего и нижнего роликов одинакова. |
|
![]()
![]()
![]()
3 、 Последовательность действий оборудования е

Технологический процесс встречного проката (столбовой прокатки)
4. Состав оборудования и функционал
Е конфигурация компонентов оборудования
4.1 система размотки (как показано на рисунке 1)
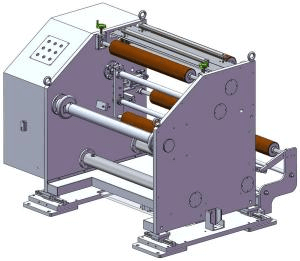
фигура 1
Нет. |
п проект |
Д описывать |
Примечание |
1 |
Разгрузочная часть |
φ 76 мм x 750 мм надувной вал разматывается, оснащен пневматическим пистолетом |
|
2 |
Приемная платформа |
Пневматический подъем передней приемной платформы из стального листа и прижимной плиты |
|
3 |
контроль натяжения |
Тип поворотного ролика, цилиндр с низким коэффициентом трения контролирует натяжение, а датчик определяет и отображает натяжение |
|
4 |
Система коррекции отклонения |
Фотоэлектрическая коррекция отклонения и линейная направляющая (максимальный диапазон перемещения 100 мм) |
|
5 |
Выполнение исправления |
Привод коррекции отклонения Dongdeng |
|
6 |
Подсистема управления |
Разгрузочно-приемный конец оборудован подсистемой управления оборудованием и кнопками аварийной остановки (динамический тормоз), паузы и др. |
|
7 |
Удаление железа перед прокаткой |
Устройство для удаления железа с электромагнитного полюса, магнитная сила магнитного стержня 10000~12000 Гс |
|
4.2 Т система окантовки перед прокаткой столбов (как показано на рис. 2)

фигура 2
Нет. |
Предмет |
Д описывать |
р пометки |
1 |
Требования к подаче ножа |
Пневматический нож для продольной резки (HRC ≥ 58). |
|
2 |
Требования к резке |
¢ 150*50 нижний нож. |
|
3 |
Скорость обрезки |
Он может автоматически подстраиваться под скорость рабочей линии прокатного стана (т. е. синхронизация, время отклика ≤ 10 мс) и |
|
4 |
Переработка лома |
Можно настроить отдельно; На режущей кромке не происходит падения материала и обрыва ленты. |
|
5 |
Ширина обрезки |
Автоматический сбор, оснащенный приемным ящиком. |
|
4.3 Система удаления пыли перед опрессовкой стоек (как показано на рис. 3)
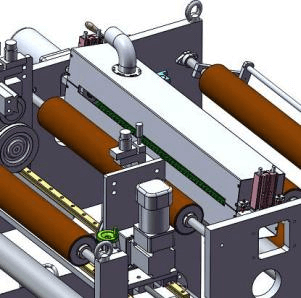
Рисунок 3
Нет. |
Предмет |
Описывать |
Примечания |
1 |
Вакуумный отсос |
Зарезервируйте интерфейс промышленного пылесоса. |
|
2 |
Очистка щетки |
Верхний ящик пневматического подъема находится в контакте с режимом вращающейся щетки. Пыль на ленте материала очищается щеткой, а пыль всасывается пылесосом. |
|
3 |
Удаление железа перед прокаткой |
Электромагнитное устройство для удаления железа перед прокаткой полюсов с магнитной силой 10000 ~ 12000 Гс. Магнитный стержень помещен в трубку из нержавеющей стали, его легко загружать и выгружать, а адсорбированное железо легко удалить. |
|
4. 4 .1 Высокоточный прокатный стан для аккумуляторных полюсных наконечников постоянного давления (как показано на рис. 4)
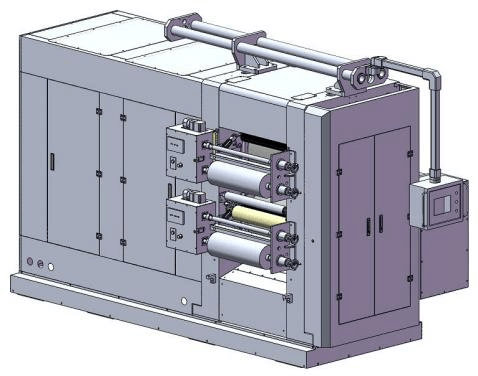
Рисунок 4
Нет. |
п проект |
Описание |
Примечание |
1 |
Установка рулона |
Два ролика расположены горизонтально вверх и вниз, со встроенной аркой. |
|
2 |
динамическая система |
Двойной крутящий момент двигателя с двойной выходной структурой. |
|
3 |
Валопровод |
Устройство регулировки зазора подшипника с устройством масляной смазки. |
|
4 |
полюсный ролик |
Высоколегированная кованая сталь, двойная среднечастотная индукционная закалка, процесс электрошлакового переплава. |
9Cr3mo |
5 |
Скорость бега |
0~30 м/мин, цифровая настройка, бесступенчатое изменение скорости, система ЧПУ с частотным регулированием скорости. |
|
6 |
рабочее давление |
Для наддува используются две гидравлические станции. |
Онлайн регулирование напряжения |
7 |
Регулировка зазора рулона |
Цифровая настройка 0-2 мм, автоматическая регулировка зазора. |
Минимальная единица регулировки составляет 0,001 мм. |
8 |
Очистка рулона |
Автоматическая протирка роликов |
|
9 |
С защита безопасности |
Применяется защита для рук из нержавеющей стали. Оснащен аварийной остановкой и паузой. |
|
4.4.2 автоматическое устройство очистки роликов (только отрицательный полюс, как показано на рисунке 5).
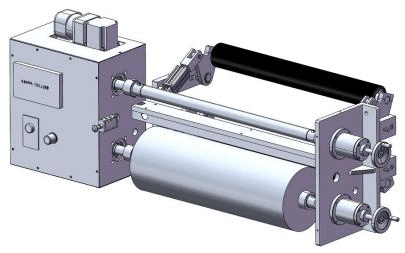
Рисунок 5
Описание функции: нетканый материал протирается на рулоне при движении, а верхний и нижний рулоны протираются одновременно; Скорость очистки ролика можно регулировать; Давление нетканого материала на рулон регулируется.
4 . 5 Система намотки с замкнутым контуром постоянного натяжения (как показано на рис. 6)
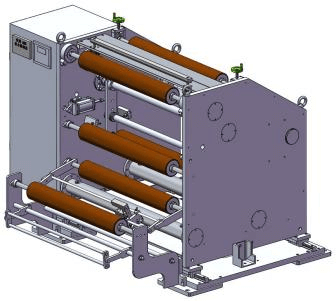
Рисунок 6
Нет. |
п проект |
Д описывать |
Примечание |
1 |
Приемная часть |
Размотка надувного вала φ 76 мм x 750 мм, конструкция запорного клапана, оснащенная пневматическим пистолетом |
|
2 |
Приемная платформа |
Пневматический подъем передней приемной платформы из стального листа и прижимной плиты |
|
3 |
контроль натяжения |
Тип поворотного ролика, цилиндр с низким коэффициентом трения контролирует натяжение, а датчик определяет и отображает натяжение |
|
4 |
Система коррекции отклонения |
Фотоэлектрическая коррекция отклонения и линейная направляющая (максимальный диапазон перемещения 100 мм) |
|
5 |
Двигатель коррекции отклонения |
Привод коррекции отклонения Dongdeng |
|
6 |
Мощность обмотки |
Мотор обмотки (2,2 кВт) |
|
7 |
Удаление железа после прокатки |
Устройство для удаления железа с электромагнитного полюса, магнитная сила магнитного стержня 10000~12000 Гс |
|
4 .6 Система управления с сенсорным экраном PLC
Нет. |
п проект |
Д описывать |
Примечание |
1 |
состав системы |
Контроль натяжения при размотке, фотоэлектрическая коррекция отклонения при размотке и управление двигателем коррекции отклонения, управление двигателем режущего механизма, управление главным приводом прокатного стана, управление гидравлической станцией постоянного давления, управление двигателем намотки, контроль натяжения намотки, фотоэлектрическая коррекция отклонения обмотки и управление двигателем коррекции отклонения |
|
2 |
Схема операции |
Управление торможением, аварийной остановкой и подвеской. |
|
3 |
основная функция |
Он оснащен вспомогательным управлением втягивания и разблокировки и главной консолью управления, а все рабочие части оснащены аварийным |
|
4 |
Вспомогательные функции |
Кнопки остановки и паузы (динамическое торможение). |
|
5 |
охранять |
Он может в цифровом виде установить скорость работы, давление, зазор между валками и другие инструкции. |
|
6 |
Функция подсчета |
Полная работа с ЧПУ. |
|
4.7 Е требования к установке оборудования
4.7.1 электропитание: 3Ф 380В, 50Гц, диапазон колебаний напряжения: +8%~ – 8%; Суммарная мощность блока питания 60 К W плюс коэффициент безопасности 10%.
4.7.2 сжатый воздух: после сушки, фильтрации и стабилизации: выходное давление превышает 0,6~0,8 МПа; Трахея Φ 8 。
4.7.3 температура окружающей среды: ≤ 28 ℃.
4.7.4 относительная влажность: относительная влажность ≤ 85%.
4.7.5 следить за тем, чтобы воздух на площадке был сухим и свободным от кислотно-щелочной коррозии.
4.7.6 фундамент установки главного двигателя: толщина фундаментного цемента в зоне главной опоры не менее 40 см, в остальных зонах не менее 10 см; Основную часть оборудования (батарею опорно-прокатного стана) необходимо установить на бетонный фундамент с несущей способностью грунта не менее 10 Т /м2.
5. Технические параметры
5.1 основные параметры процесса
Нет. |
п проект |
Д описывать |
Примечание |
1 |
Эффективный размер катаной поверхности |
Ф800ммх750мм, е эффективная ширина прокатки 200~680мм |
|
2 |
Линейное давление между двумя роликами |
Макс4000КН |
|
3 |
Не разрушающийся слой твердости |
мин. 19 мм |
|
4 |
Твердость рулона |
HRC≥67, час однородность твердости≤HS±2 |
Показать отчет об испытаниях |
5 |
Шероховатость поверхности валка |
Ra≤0,2 |
Показать отчет об испытаниях |
6 |
Рулонная прямолинейность |
≤ ± 0,0015 мм |
|
7 |
Установленное радиальное биение |
≤ ± 0,0025 мм |
|
8 |
Диапазон регулировки зазора между роликами |
0-2,0 мм, г точность регулировки цифровых настроек 0,001 мм . Левый и правый зазоры между двумя роликами одинаковы. |
|
9 |
Точность прокатки |
≤ ± 0,0015 мм (покрытие точность≤±0,003 мм) |
|
10 |
Точность контроля давления |
≤0,15 т |
|
1 1 |
Скорость работы оборудования |
Макс 30 м/мин |
|
1 2 |
Ширина обрезки |
200мм-680мм |
|
1 3 |
Максимальный диаметр намотки и размотки |
ф500мм |
|
1 4 |
Максимальная ширина сматывания и разматывания |
680мм |
|
1 5 |
Максимальный вес сматывания и разматывания |
500 кг |
|
1 6 |
Диаметр цилиндра катушки |
Φ76мм |
|
17 |
Погрешность радиального биения намоточного вала при работе оборудования |
≤±0,03 |
|
18 |
Поверхность вала наматывающего и разматывающего вала |
≤0,15 |
|
19 |
Шероховатость Ra |
≤±0,03 |
|
20 |
Соосность вала обмотки |
Максимум. 0,2 мм |
|
21 |
Точность коррекции отклонения |
0 ~ 50 Н регулируемый |
|
22 |
Максимальное напряжение намотки и размотки |
За исключением нержавеющей стали, обработки поверхности и деталей с покрытием, поверхность других частей фюзеляжа покрыта международной компьютерной белой краской. |
|
23 |
Цвет устройства |
(может быть распылен в соответствии с цветовой картой, предоставленной заказчиком) |
|
24 |
Габаритный размер |
Около 3,9 м × 1,8 м × 1,8 м × 2,9 м (длина × ширина × высота) |
|
25 |
Схема прокатки пресс машина конвейер |
Около 28 тонн |
|
26 |
Вес всей машины |
Около 30 тонн |
|
27 |
Главная сила |
Около 44 кВт |
|
6. Прилагаемые данные и аксессуары
6.1 один экземпляр руководства по эксплуатации оборудования, руководства по техническому обслуживанию и соответствующих данных, включая чертежи оборудования, принципиальные и электрические схемы машин и основных частей и принадлежностей.
6.2 перечень уязвимых частей (с указанием модели, материала, поставщика и другой информации уязвимых частей, включая схему уязвимых частей).
Нет. |
п проект |
Д описывать |
Примечание |
1 |
Состав запасных частей |
1 комплект специальных инструментов для обслуживания |
|
2 |
Уязвимые части |
1 комплект уплотнений гидравлического трубопровода, 1 верхний и 1 нижний резак, 2 скребка |
|
6.3 Резервное копирование программы ПЛК.



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

