 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Автоматическая машина для резки литиевых батарей для производства призматических батарей
Model Number:
TMAX-YK-FT-750Оплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Полуавтоматический ультразвуковой сварочный аппаратСледующая:
Система переработки призматических аккумуляторов NMP
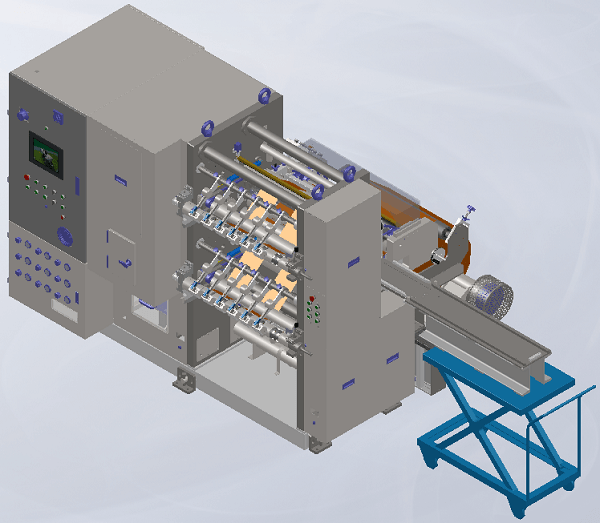
Автоматическая машина для резки литиевых батарей для производства призматических батарей
1 、 Введение оборудования:
1.1 Е Функция оборудования и введение принципа:
Основные функции: Авто продольно-резательный станок занимается проектированием и строительством литиевой аккумуляторной промышленности. Оборудование в основном используется для последующего процесса прокатки, а прокатанный кусок столба делится на несколько небольших рулонов в соответствии с процессом заказчика.
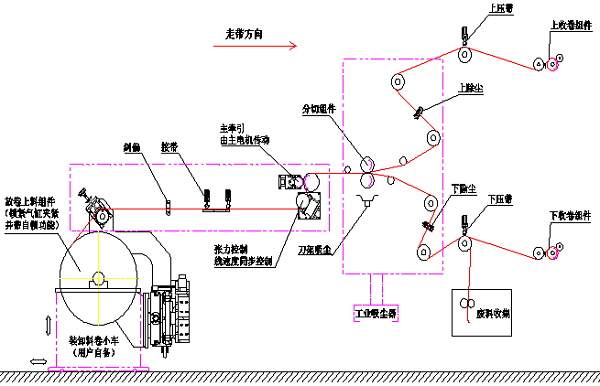
Состав механизма: основные компоненты продольной резки делятся на механизм размотки, механизм коррекции отклонения, соединительную платформу ремня, тяговый механизм, механизм продольной резки, механизм очистки порошка и удаления пыли, механизм направляющего ролика, механизм прессования таблеток, роликовый прессующий механизм и механизм намотки.
Принцип резки: используется полностью замкнутая система разматывания с постоянным натяжением и активная система натяжения конуса намотки с функцией автоматической коррекции отклонения, а скорость резака регулируется. Весь рулон полюсных наконечников делится на несколько небольших рулонов в соответствии с технологическими требованиями с помощью механизма удаления пыли трансмиссии.
1.2 см. прилагаемые чертежи принципа действия оборудования (только для справки)
1,3 я Введение в организацию оборудования:
Система натяжения разматывания:
Это оборудование использует пассивную размотку, а натяжение в основном контролируется набором замкнутой системы управления натяжением. Полюсный наконечник проходит через ролик обнаружения натяжения, и после расчета и настройки системы контроля натяжения изменение диаметра катушки не влияет на эффект продольной резки, что обеспечивает стабильность выхода натяжения. Размотка имеет функцию исправления отклонения. Даже если поступающий материал не аккуратно намотан в пределах определенного диапазона, его можно нормально разрезать с помощью автоматической коррекции. Механизм подачи использует метод подачи сверху вниз, гуманизированный и простой в эксплуатации. Благодаря машине подачи снижается трудоемкость и повышается безопасность работы.
Структура подручника:
Он использует структуру подручника типа Xicun, а диаметр инструмента 100 мм или 130 мм может быть настроен в соответствии с требованиями клиентов. Скорость верхних и нижних ножей регулируется, а распорная конфигурация комбинированная. Нижний нож имеет конструкцию плоского ножа, а втулка верхнего ножа имеет регулируемую структуру вращения ножа.
Механизм передачи:
В трансмиссии этого оборудования в основном используется синхронный ремень и планетарный редуктор с зубчатым ремнем, чтобы обеспечить постоянство скорости прохождения ролика и направляющей оси. В системе трансмиссии используется серводвигатель Mitsubishi. Приводные ролики и компоненты строго соответствуют требованиям динамической балансировки менее 10 граммов, что значительно снижает вибрацию при работе оборудования и износ механизма трансмиссии. Поверхность валка подвергается зеркальной и твердой анодной закалке. Строго требуется, чтобы твердость составляла около 25 градусов, что нелегко деформировать, а биение поверхности валка должно быть в пределах плюс-минус 0,02 мм. Даже если оборудование слишком старое, можно гарантировать точность механизма передачи мощности оборудования.
Роликовый механизм:
Роликовый прижимной механизм в основном представляет собой металлический ролик с определенной твердостью на поверхности с множеством степеней свободы, соединенных валом. Его основная функция заключается в обеспечении того, чтобы полюсный наконечник не изгибался во время процесса намотки, а также в сглаживании волнистых краев, образующихся при нарезке полосы. Прижимной ролик имеет цельную конструкцию, а производительность выше, чем у раздельной конструкции.
Рулон электродов отслеживание диаметра механизм:
Механизм направляющего ролика в основном обеспечивает равномерность намотки полюса. Группа оптических волокон обнаружения противоположных краев используется вверх и вниз по механизму для определения размера и положения диаметра катушки и точного контроля расстояния между роликом слежения и диаметром катушки. Следящая конструкция приводится в движение двигателем, а направляющий ролик плавно перемещается по направляющей через редуктор и механизм соединения зубчатой рейки для достижения стабильного эффекта управления. Основной замысел конструкции этого механизма состоит из двух моментов. Первый заключается в том, чтобы перед намоткой выполнить обкатку как можно ближе к валу намотки, чтобы уменьшить амплитуду качания рулона материала при входе в намотку, чтобы повысить равномерность намотки. Второй момент заключается в основном в определении размера диаметра намотки, чтобы обеспечить основу для расчета скорости двигателя намотки в соответствии со скоростью движения ленты.
Механизм порошковой чистки и всасывания пыли:
Оборудование состоит из профессионального промышленного мощного турбинного пылесоса мощностью 2,2 кВт, набора ножей для всасывания пыли и механизма всасывания пыли с верхней и нижней щеткой для порошка, который может своевременно поглощать пыль, оставшуюся на полюсном наконечнике, повышая безопасность. производства и использования аккумуляторов, уменьшить вред, наносимый частицами пыли в производственном цехе здоровью сотрудников, и улучшить качество рабочей среды.
Механизм намотки:
Этот механизм в основном используется для намотки полосы после продольной резки. Электрическая часть состоит в основном из сервопривода Mitsubishi, двух групп пропорциональных клапанов SMC, пневматических устройств контроля натяжения, высокоточных намоточных валов скольжения вверх и вниз, которые объединены концентрическими торсионными соединительными кольцами. Намоточный вал заблокирован механизмом прижимной планки цилиндра, что может лучше отразить гуманизацию дизайна. Эффект более стабилен и удобен в эксплуатации.
2 、 Комплектация основных частей и узлов оборудования:
серийный номер |
Имя |
Бренд |
Источник |
1. |
ПЛК система контроля |
Мицубиси |
Япония |
2. |
сервопривод |
Мицубиси |
Япония |
3. |
Сенсорный экран 10 Дюймовый цвет |
Вайнвью |
Тайвань |
4. |
Кнопки и основные электрические компоненты управления |
Шнайдер / Чинт |
Франция внутренний |
5. |
Система контроля натяжения |
Dongdeng |
Китай |
6. |
Система коррекции отклонения |
Dongdeng |
Китай |
7. |
Поворотный энкодер |
ОМРОН |
Япония |
8. |
Бесконтактные переключатели и датчики |
Daochuan |
Китай |
9. |
Пневматические компоненты |
AirTAC |
Тайвань |
10. |
Электромагнитный пропорциональный клапан |
СМС |
Япония |
11. |
линейная направляющая |
ЧМТ |
Китай |
12. |
Несущий |
ХРБ |
Китай |
13. |
Пылесос |
ЛДЗВ-1000 |
Китай |
14. |
Режущее лезвие |
Kaijin |
Китай |
3 、 Технические параметры и заводская комплектация оборудования:
серийный номер |
Предмет |
Спецификация |
Примечание |
1 |
Подходящая система |
Процесс разделения на полосу для положительных и отрицательных электродов из фосфата лития-железа, оксида лития-кобальта, манганата лития, батарей тройной системы |
|
2 |
Рабочая толщина подложки |
( Аль ) фольга : 10 ~ 30 мкм (медь) фольга : 6 ~ 30 мкм В том числе базовый материал: 50 ~ 250 мкм |
|
3 |
Рабочая ширина подложки |
≥750 мм |
|
4 |
Точность ширины резки |
±0,05 мм |
|
5 |
Качество кромки ленточного электрода |
Отсутствие скручивания, трещин, волн, складок, осыпания порошка, растяжения, оголения фольги, явных зазубрин и других дефектов качества |
За исключением плохих входящих материалов |
6 |
Контроль заусенцев на полюсном наконечнике |
Заусенец после разрезания стержня: продольный заусенец < 6 гм (за направлением полюсного наконечника), поперечный заусенец < 8 гм (направление полюсного наконечника) вертикальное обнаружение полюсного наконечника является продольным, а горизонтальное обнаружение - поперечным. |
В зависимости от срока службы лезвия |
7 |
Прямолинейность (змеевидное смещение краев) |
≤±0 .3 М-м-м |
|
8 |
Точность намотки |
±0. 2 мм |
|
9 |
Ширина резки |
Ширина резки: выше 30мм
|
Ширина резки: 18мм-30мм ( индивидуальные ) |
10 |
скорость бега |
Скорость резки ≥45 м/мин ( зависит от материала) |
|
11 |
Система контроля натяжения |
Постоянный контроль натяжения , 0~50Н , Торможение магнитными частицами |
|
12 |
Метод коррекции |
Авто ЭПК контроль , путешествовать: 80мм |
|
13 |
Точность коррекции отклонения размотки |
±0,2 мм |
|
14 |
Диаметр намотки |
Размотка≦Ф 70 0мм , обмотка ≦Ф 60 0мм |
|
15 |
Максимальная нагрузка размотки |
300 Кг |
|
16 |
Намоточный вал |
Два двойных шлицевых вала, которые могут вращаться в одностороннем порядке, удобны для регенерации, а заводская конфигурация подходит для ширины намотки более 35 мм. |
|
17 |
Материал лезвия |
Легированная вольфрамовая сталь |
|
18 |
Диаметр продольной резки |
Внешний диаметр: 100мм , Верхнее лезвие может быть заточено до рабочего наружного диаметра не менее : Φ95мм |
|
19 |
Ширина реза ненужной кромки в районе ленты |
≤3 мм ; Двойные прижимные ролики зажимают отдельно, а крутящий момент прижима регулируется. |
|
20 |
Сбор полюсной пыли |
После того, как срез полюса отрезан, применяется антистатическая порошковая чистка и вакуумная очистка. |
Предоставить устройство отрицательного давления |
21 |
Сбор пыли с лезвий |
Установка верхнего и нижнего лезвий, очистка от пыли и пылесос |
|
22 |
Регулировка ширины пропила |
Замена различных распорных втулок |
|
23 |
Количество укусов Slitter |
Отрегулируйте положение клина между режущими пластинами |
|
24 |
Количество держателей инструментов / набор |
1 комплект подручника и тележки для подручника |
|
25 |
инструкция по эксплуатации |
1 экз. с руководством по эксплуатации и инструкцией по эксплуатации |
|
26 |
Рисунок уязвимых частей |
1 поставил |
|
27 |
Рисунок уязвимых частей |
1 поставил |
|
28 |
Вес подшипника скольжения качения |
150 кг |
|
4 、 Основные функции системы управления:
серийный номер |
Предмет |
Спецификация |
Примечание |
|
1. |
Напряжение разматывания регулируется |
Диапазон натяжения 1 кг-50 кг регулируемый |
|
|
2. |
Передаточное число режущего набора регулируется |
Передаточное отношение скорости передачи можно регулировать в зависимости от условий резания. |
|
|
3. |
Количество выходов |
Он имеет функцию подсчета общего выхода и выхода одного рулона. |
|
|
4. |
Функция памяти срока службы инструмента |
Функция памяти срока службы инструмента. |
Катод ≥15 0000м , Анод ≥30 0000 м (зависит от сырья) |
|
5. |
С контроль мочеиспускания |
С функцией высокой и низкой скорости и регулируемой скоростью 1-50 м/мин. |
|
|
6. |
Функция рецепта параметров |
Параметры можно сохранять и вызывать в соответствии с моделью. |
|
|
7. |
Функция разрешения управления |
Им можно управлять в соответствии с операционным уровнем. |
|
|
8. |
Функция аварийной остановки |
В случае чрезвычайной ситуации нажмите аварийную остановку, чтобы быстро остановиться. |
|
|
9. |
Функция автоматического отключения без материала |
Он остановится автоматически, когда в размотке нет материала. |
|
|
10. |
Отображение аварийного сигнала |
При возникновении неисправности появляется соответствующая информация о тревоге и инструкции по устранению неисправности. |
|
|
11. |
Функция защиты от пониженного напряжения |
Когда давление воздуха в оборудовании недостаточно, оборудование подаст сигнал тревоги. |
|
|
12. |
Осветительное устройство |
Осветительные приборы используются на ключевых позициях. |
|
|
13. |
ИО Функция мониторинга |
Он может контролировать состояние входных и выходных сигналов. |
|
|
14. |
Контроль коррекции отклонения |
Коррекция отклонения может включаться автоматически и вручную. |
|
|
15. |
Функция отключения памяти |
Соответствующие данные и параметры могут быть запомнены и сохранены в случае сбоя питания. |
|
|
5 、 Инструменты для ввода в эксплуатацию:
серийный номер |
Имя |
Модель |
Кол-во |
|
1 |
Гаечный ключ |
5,5-7 8-10 12-14 17-19 |
1 каждый |
|
2 |
Разводной ключ |
300мм |
1 ПК |
|
3 |
внутренний шестигранник |
1,5-10 |
1 поставил |
|
4 |
Крючковый ключ |
|
1 ПК |
|
5 |
плоскогубцы |
Дикая карта |
1 ПК |
|
6 |
отвертка |
Прямой / Пересекать |
1 шт. |
|
6 、 Внешний размер и качество оборудования:
Размер: 2450×2150×1850 ( Д×Ш×В ) масса: 3Т
7 、 Требования к среде установки и вспомогательным средствам
1) Температура окружающей среды: =25 ℃ ± 5;
2) относительная влажность: 45 ≤ относительной влажности;
3) Убедитесь, что воздух на объекте сухой и не заблокирован;
4) Электропитание: 380В, трехфазная пятипроводная сеть 50Гц, диапазон колебаний напряжения: +8% - 8%;
Суммарная мощность блока питания не менее 15 В. кВт ;
5) Сжатый воздух: после сушки, фильтрации и стабилизации: выходное давление превышает 5,0 кг/см2.



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

