 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Автоматическое производственное оборудование полимерной батареи для линии производства аккумуляторов для мобильных телефонов
Model Number:
TMAX-Polymer-PackPlace of Origin:
ChinaUpdate:
Optional:
Xiamen PortОплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Автоматическое производственное оборудование полимерной батареи для линии производства аккумуляторов для мобильных телефонов


1. Оборудование Ф помазание я введение
Автоматическая производственная линия в основном используется для завершения процесса производства аккумуляторов для мобильных телефонов.
Технологический процесс включает в себя:
1)П полимерная батарея вкладка формирование ,
2) ОЦВ-тест,
3) Батарея вкладка резка,
4) Вт старший,
5)Д двухсторонний клей склеивание ,
6)БМС изгиб,
7)А клей склеивание и формирование,
8)Ф разряженная батарея тестирование;
9) Губчатый клей FPC склеивание .
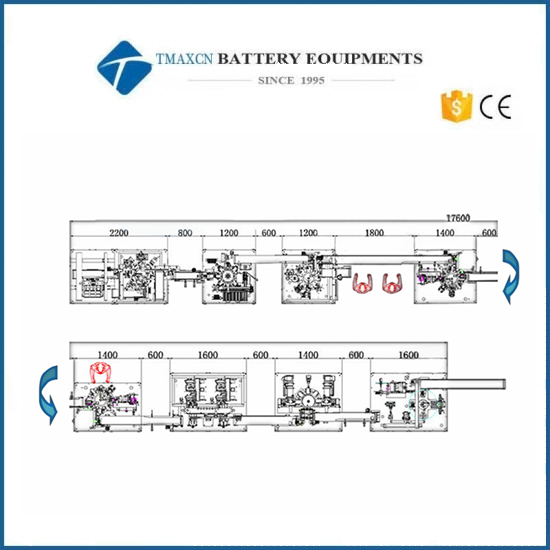
В соответствии с технологической схемой и техническими требованиями к упаковочной линии подключаются следующие 5 устройств:
(1)А автоматическая подача + многофункциональный м боль ;
(2) Автоматический лазерный сварочный аппарат ;
(3) Двусторонняя клейкая лента + Г-образная гибка никелевого листа + Станок для гибки защитной пластины ;
(4) Автоматическая клеевая машина .

2. Процесс

3. Технические параметры
1. Применимый диапазон размеров батареи (единица измерения: мм):
Длина: 40-130 мм (исключая длину наконечника стойки)
Ширина: 30-70 мм
Толщина: 3-10 мм
Длина выступа: 4-20 мм
2. Условия окружающей среды:
Давление воздуха источника воздуха: 0,5 ~ 0,6 МПа
Напряжение питания: 220 В, 50 Гц
Суммарная мощность: ≤ 15кВт
Коэффициент площади подшипника: ≤ 500кг/м ²
Температура окружающей среды: 5 º С-50 º С
Влажность: 50% - 90%
3. Эффективность производственной линии: ≥ 900шт/ч
4. Коэффициент использования оборудования: > 98%
5. Уровень квалификации продукта: > 98%
6. Направления подачи и разрядки оборудования должны быть одинаковыми, а хвостовик электрического сердечника должен быть обращен к рабочей поверхности оборудования.
7. Применимость процесса: применимо к мягким аккумуляторным батареям с тем же процессом.
8. Соответствие требованиям безопасности производства, включая безопасность продукции и аккумуляторов.
9. Габаритные размеры (без сборочной линии):
Тело провода: 9200 (длина) * 1200 (ширина) * 1900 (высота) мм
Высота сборочной линии: 900 мм ± 50мм
4. Общая компоновка оборудования и описание рабочего процесса оборудования
Общая компоновка тела линии:

Примечание: в линии 4 человека, один из которых отвечает за щит защиты лазерного станка;
2 человека отвечают за установку резиновой оболочки;
Один человек отвечает за подачу, проверку всей линии и замену таких материалов, как лента.
Функции и требования к действию отдельного оборудования:
(1)Автоматическая подача + многофункциональная машина:
1) Функциональное действие
① Аккумулятор автоматически загружается из подающего лотка на сборочную линию подающей машины через подающую машину, и позиционирующий цилиндр установлен;
② Сдвиговый манипулятор захватывает аккумулятор с линии сборки погрузочной машины на линию сборки многофункциональной машины. Аккумулятор можно повернуть на 90 ° или переворачиваться по желанию;
③ Электрический сердечник поступает через питающую сборочную линию многофункциональной машины. После электрического керн позиционируется, захватывается питающим манипулятором на станцию подачи поворотного стола;
④ Поворотный стол вращается по часовой стрелке, чтобы войти в станцию формирования первичных полюсных ушей для придания формы полюсным ушам;
⑤ Поверните поворотный стол по часовой стрелке, чтобы войти в испытательную станцию, проверить внутреннее сопротивление напряжения, отсканировать код и загрузить данные;
⑥ Поворотный стол вращается по часовой стрелке, чтобы войти в станцию резки левого язычка, чтобы отрезать левый язычок;
⑦ Поворотный стол вращается по часовой стрелке и входит в станцию резки правой вкладки, чтобы отрезать правую вкладку;
⑧ Поворотный стол гниет ел с по часовой стрелке; Введите вкладку вторичная пластическая хирургия, полярная пластика уха;
⑨ Поворотный стол вращается по часовой стрелке, чтобы войти в станцию разрядки батареи, разрядить батарею и захватить ее на линию подачи оборудования; Ячейка поворачивается на 90 ° а потом поворачивается на 180 ° .
2) Технические требования
① Емкость (UPH): ≥1200 шт/ч
② Коэффициент использования оборудования: > 98%
③ Квалифицированная ставка: > 99,5%
④ Диапазон отклонения длины резки наконечника полюса: ± 0,2 мм
⑤ Режущий ресурс ≥400000 раз
⑥ Точность проверки напряжения: ± 0,01% показаний. ±3dgt ( По точности тестера);
⑦ Точность проверки внутреннего сопротивления: ± 0,5% от показаний ± 5 ед. ( По точности тестера);
⑧ Уровень ошибочной оценки: он должен составлять 100 % в продуктах канала OK и ≤0,3 % в продуктах канала ng;
⑨ Отсканируйте код ячейки, привяжите и загрузите тестовые данные;
⑩ Материал можно брать из сложенного пластикового всасывающего лотка. Лоток нельзя соединить с лотком. Батарея не может быть повреждена в процессе восстановления. Пустой лоток после взятия материала будет автоматически удален и отсортирован в стопку;
⑪ Габаритные размеры (без учета сборочной линии):
2200 (длина)*1200 (ширина)*1900 (высота) мм.
⑫ Размер материала:
Примечание: Т Нагрузка на подъемный стол с электрическим сердечником меньше или равна 40 кг.
Н аме |
Длина (мм) |
Ширина (мм) |
Толщина (мм) |
р пометки |
Всасывание п эластичный Т луч |
270-420 мм |
215-350 мм |
Высота укладки нескольких слоев ≤ 250 мм |
Количество электроячеек в каждой панели – 2. - 8 |
Батарея |
40 - 140мм |
35 - 80мм |
3 - 8 мм |
3) Конфигурация ключей
① Тестер: Lanqi BK600A, 1 комплект
② Сканирующий пистолет: Honeywell, 1 комплект
(2) Лазерный сварочный аппарат:
1) Функциональное действие
① Батарея поступает в лазерный станок через линию сборки подачи, захватывается манипулятором подачи во вторичное позиционирование, и батарея поворачивается на 90°. ° ;
② Загрузочный манипулятор захватывает аккумулятор со вторичного позиционирования на загрузочную станцию поворотного стола, и аккумулятор поворачивается на 45°. ° ;
③ Поворотный стол вращается против часовой стрелки, чтобы войти в станцию формирования полюсных ушей для формирования полюсных ушей;
④ Поворотный стол вращается против часовой стрелки и входит в станцию подачи защитной пластины для загрузки защитной пластины;
⑤ Поворотный стол вращается против часовой стрелки и входит в станцию позиционирования защитной пластины, чтобы установить защитную пластину;
⑥ Поворотный стол вращается против часовой стрелки, чтобы войти в станцию лазерной сварки для лазерной сварки;
⑦ Поворотный стол вращается против часовой стрелки, чтобы войти в батарею
разгрузочная станция, разрядите аккумулятор и поднесите его к питающей линии оборудования.
2) Технические требования
① Емкость (UPH): ≥ 1200шт/ч;
② Коэффициент использования оборудования: > 98%;
③ Квалифицированная ставка: > 99,5%;
④ Позиционная точность лазерной сварки: ± 0,02 мм;
⑤ Проверьте положение сварки защитной пластины и наконечника электрода электрического сердечника, а также точность положения: ± 0,1 мм;
⑥ Предварительная оценка точечной сварки (сварка, когда защитная пластина и наконечник электрода электрического сердечника размещены правильно, и удаление их без сварки при NG);
⑦ Стандарт прочности при сварке: сила растяжения никеля и никелевых материалов ≥ 2кгс, растягивающее усилие алюминиевых и никелевых материалов ≥ 0,6 кгс;
⑧ Положительную и отрицательную энергию уха лазерной сварки можно установить отдельно и свободно переключать (Примечание: производитель лазерного станка несет ответственность за этот пункт, а производитель корпуса проволоки отвечает за инициирование соединения и т. д.);
⑨ Габаритные размеры (без учета сборочной линии):
1200 (длина)*1200 (ширина)*1900 (высота) мм.
⑩ Размер материала:
Имя |
Длина (мм) |
Ширина (мм) |
Толщина (мм) |
Примечания |
Защитная пластина |
25-80 мм |
Провисание ФПК 5-30 мм |
0,6-1,2 мм |
(3) Двусторонняя клейкая лента + Г-образная гибка никелевого листа + Станок для гибки защитной пластины:
1) Функциональное действие
① Аккумулятор поступает на двухстороннюю клейкую ленту + гибку L-образного никелевого листа + машину для гибки защитной пластины через питающую сборочную линию. После того, как электрическая ячейка установлена, она захватывается загрузочной станцией с поворотным столом с помощью подающего манипулятора;
② Поверните поворотный стол против часовой стрелки, чтобы войти в станцию склеивания, чтобы завершить склеивание двустороннего клея на горлышке чашки;
③ Поворотный стол вращается против часовой стрелки и входит в станцию гибки L-образного никелевого листа для гибки L-образного никелевого листа;
④ Поворотный стол вращается против часовой стрелки и входит в формовочную станцию, чтобы сформировать L-образный никелевый лист для обеспечения подгонки;
⑤ Поворотный стол вращается против часовой стрелки, чтобы войти в станцию формирования FPC для формирования FPC;
⑥ Поворотный стол вращается против часовой стрелки, входит в станцию гибки защитной пластины и сгибает защитную пластину на 90°. °
⑦ Поворотный стол вращается против часовой стрелки и входит в станцию разрядки аккумуляторов. Разряженная батарея захватывается манипулятором непосредственно на линию сборки оборудования;
⑧ После ручного завершения процессов ручной установки резиновой оболочки, ручного складывания защитной пластины и ручного складывания мягкой и жесткой комбинированной пластины на сборочной линии аккумулятор поступает в оборудование.
2) Технические требования
① Емкость (UPH): ≥ 1000шт/ч;
② Коэффициент использования оборудования: > 98%;
③ Квалифицированная ставка: > 99,5%;
④ Внутренний диаметр двухстороннего клеевого цилиндра (мм): ∅ 76;
⑤ Точность склеивания: ± 0,25 мм;
⑥ Угол изгиба: меньше или равен 90;
⑦ Электрический сердечник, защитная пластина и их компоненты должны быть защищены от повреждений;
⑧ Габаритные размеры (без учета сборочной линии):
1200 (длина)*1200 (ширина)*1900 (высота) мм.
(4) Полностью автоматическая машина для склеивания головок:
1) Функция действия
① Аккумулятор поступает в головную клеильную машину по линии подачи. После того, как электрическая ячейка установлена, она захватывается загрузочной станцией с поворотным столом с помощью подающего манипулятора;
② Поверните поворотный стол против часовой стрелки, чтобы войти в станцию склеивания головок, и нанесите формовочный клей на верхнюю поверхность батареи;
③ Поверните поворотный стол против часовой стрелки, чтобы войти в станцию обертывания клеем, и оберните уши с обеих сторон формовочным клеем на задней части батареи;
④ Поворотный стол вращается против часовой стрелки, входит в станцию для упаковки клея и наматывает верхнюю часть головки, образуя клей, на заднюю часть батареи;
⑤ Поворотный стол вращается против часовой стрелки, чтобы войти в станцию разрядки батареи, разрядить батарею и захватить ее на линию подачи оборудования.
2) Технические параметры
① Емкость (UPH): ≥ 1100шт/ч;
② Коэффициент использования оборудования: > 98%;
③ Квалифицированная ставка: > 99,5%;
④ Внутренний диаметр двухстороннего клеевого цилиндра (мм): ∅ 76;
⑤ Точность склеивания: ± 0,25 мм;
⑥ Габаритные размеры (без учета сборочной линии):
1400 (длина)*1200 (ширина)*1900 (высота) мм.
5.Общие требования к оборудованию
(1) Общие требования к использованию
1) Каждое оборудование станции может выбрать независимую операцию или операцию привязки и сохранить данные в соответствии с требованиями каждого модуля.
2) Крепление инструмента может быть заменено и применимо к другим моделям продукции.
3) Легко изнашиваемые детали должны заменяться отдельно.
4) Необходимо провести противоскользящую обработку винтов на станциях с высокой активностью и прочностью оборудования, а на отверстия для винтов на бакелитовых и других деталях установить зубные скобы.
5) Избегайте или защищайте детали, которые могут повредить электрический сердечник, такие как падение, раздавливание, царапание, сварка и т. д.
6) Электростатическая обработка всего оборудования должна соответствовать
требований компании, а контактные части защитной пластины должны быть изготовлены из антистатических материалов.
7) Каждое оборудование оборудуется средствами освещения отдельно, а также обязательными энергосберегающими лампами.
8) защита продукта и контроль качества:
① Не ниже требований существующей ручной линии (подробности см. в технологической схеме продукта).
② Процесс работы требует, чтобы штрих-код батареи был привязан к закрытию карты, чтобы избежать пропусков обработки и оттока бракованных продуктов.
(2) Требования к механической безопасности
1) Соблюдайте национальные стандарты безопасности и национальные правила безопасности и гигиены труда.
2) Оборудование должно быть снабжено надежными и всеобъемлющими мерами безопасности, такими как защитная сетка, фотоэлектрическая защита, защитная решетка и другие защитные устройства. Вращающиеся части, опасные части и опасные части оборудования должны быть снабжены защитными устройствами.
3) Защитные устройства и другие средства должны препятствовать входу операторов в опасную зону эксплуатации, или при ошибочном входе персонала в опасную зону оборудование может воспринять соответствующее защитное действие, которое вряд ли приведет к травмам персонала, т.е. устройства должны осуществлять связь и блокировку с системой управления оборудованием.
4) Подвижные части и узлы, которые часто регулируются и обслуживаются, должны быть снабжены подвижными защитными кожухами. При необходимости должно быть установлено блокирующее устройство, исключающее возможность пуска подвижных частей без закрытия защитного устройства (включая защитную крышку, защитную дверцу и т.п.); Как только защитное устройство (включая защитную крышку, защитную дверцу и т. д.) открывается, оборудование немедленно автоматически останавливается.
5) Трансмиссия, действие, излучение и другие части оборудования должны иметь хорошие экранные защитные устройства.
6) Рабочий механизм оборудования, такой как рукоятка, маховик и тяга, должен иметь удобную работу, безопасность и экономию труда, четкие, полные, твердые и надежные маркировки.
(3) Требования электробезопасности
1) Система управления может гарантировать, что энергоснабжение оборудования не вызовет опасности в случае неисправности, а само оборудование не будет повреждено или не причинит вреда персоналу.
2) Система управления должна находиться вдали от легковоспламеняющихся, взрывоопасных, высокотемпературных, высоковлажных и коррозионно-активных зон. Если это неизбежно, должны быть приняты необходимые меры экранирования, а шкаф управления должен иметь хорошие условия рассеивания тепла. Линия управления должна гарантировать, что она не причинит вреда даже в случае выхода из строя или повреждения линии.
3) Система управления должна быть размещена в удобном для работы и наблюдения оператором месте. Оборудование оснащено необходимыми кнопками аварийной остановки в зависимости от конкретных условий. Механизм аварийной остановки должен быть самоблокирующимся, а его рабочий цвет должен быть красным. Если есть цвет фона, цвет фона должен быть черным. Рабочие части кнопочного переключателя должны быть ладонного типа или грибовидной формы.
4) Электрическая система управления оборудованием: с функциями защиты от перегрузки и короткого замыкания.
5) Во время проверки, регулировки и технического обслуживания производственное оборудование, которому необходимо наблюдать за опасной зоной, или части человеческого тела, которые должны находиться в опасной зоне, должны быть предотвращены от неправильного запуска. Когда оборудование может угрожать личной безопасности из-за случайного запуска, необходимо настроить обязательные защитные устройства для предотвращения случайного запуска.
6) При случайном отключении энергии и последующем включении оборудование должно иметь возможность избежать опасной работы.
7) Принята трехфазная пятипроводная система электропитания, а для корпуса оборудования приняты меры по подключению защитной нейтрали.
8) Во время работы оборудования, когда компонент выходит из строя или
повреждено, само оборудование имеет соответствующие меры защиты, которые не могут нанести больший ущерб самому оборудованию или нанести вред оператору. Меры защиты в основном включают: защиту времени выполнения действия: когда фактическое время выполнения действия превышает нормальное значение, подается сигнал тревоги; Защита от неправильной работы: из-за слабого уплотнения и сброса давления в трубопроводе должен срабатывать сигнал тревоги, когда срабатывают части, которые не должны работать.
9) Приняты меры по предотвращению износа проводов вокруг выхода распределительного шкафа, а посередине линии питания нет разъема.
6. Торговая марка и упаковочный лист важных деталей
(1) Марки важных деталей:
НЕТ. |
Категория стандартных деталей |
Описание функций и торговых ограничений |
1 |
Рамка |
Поверхностная краска для запекания |
2 |
Большая доска |
Поверхность должна быть покрыта гальваническим покрытием толщиной 20 мм. |
3 |
Механически обработанные детали |
Пескоструйная обработка и окислительная обработка алюминиевых деталей и гальваническая обработка железных деталей. |
4 |
Человек-Машина |
Бренд ограничен виалоном |
5 |
ПЛК |
Omron имеет трехлетнюю гарантию и резервирует 10% портов. |
6 |
Источник питания |
Omron, Delta, Mingwei и другие импульсные блоки питания |
7 |
Датчик |
Панасоник, Кернс, Омрон |
8 |
Аксессуары для электрического управления |
Электропроводка и другие электрические детали должны быть не ниже отечественных качественных марок. |
9 |
Контактор |
Шнайдер, Омрон |
10 |
Кнопка |
Шнайдер, Омрон |
11 |
Обычный мотор |
Xintaichuang |
12 |
Шаговый двигатель |
Рейес |
13 |
Серводвигатель |
Панасоник, Фудзи |
14 |
Плата ввода/вывода |
Lesai, Ni, Gugao |
15 |
Обычный цилиндр |
Ядеке, SMC |
16 |
Бесштоковый цилиндр |
Ядеке, SMC |
17 |
Соленоидный клапан |
Ядеке |
18 |
Комбинация обработки источника газа |
Ядеке |
19 |
Подшипник или линейный подшипник |
Mismi, NSK, THK и другие бренды |
20 |
Гид |
Шанхайский банк, THK и другие бренды |
21 |
Линейный модуль |
Шанхайское серебро, Mismi и другие бренды |
22 |
Структурные стандартные детали |
Шанхайское серебро, Mismi и другие бренды |
23 |
МПК |
Yanxiang |
24 |
Монитор |
Филипс |
(2) Упаковочный лист
НЕТ. |
Имя |
Количество |
Примечания |
1 |
Товарная накладная |
1 копия |
|
2 |
Сертификат соответствия |
1 копия |
|
3 |
Руководство по эксплуатации |
2 копии |
|
4 |
Чертеж уязвимых деталей |
1 копия |
|
5 |
Электрическая принципиальная схема |
2 копии |
Электронный файл |
6 |
Схематическая диаграмма подключения ввода-вывода |
2 копии |
|
7 |
Руководство по обслуживанию оборудования |
1 копия |
|
8 |
Список уязвимых частей |
1 копия |
Электронный файл |


![]()



![]()
1. Мы поставляем машины с поддержкой аккумуляторной технологии.
2. Мы поставляем полный набор оборудование литиевых батарей для лабораторных исследований, экспериментальных исследований и производственной линии е.


1 Стандартная экспортная упаковка: внутренняя защита от столкновений, внешняя экспортная деревянная упаковка.
2 Экспресс-доставка, по воздуху, по морю в соответствии с требованиями клиентов, чтобы найти наиболее подходящий способ.
3. Ответственный за ущерб в процессе доставки, бесплатно заменит поврежденную часть для вас.
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

