 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
Пресс для прокатки электродов с горячим каландровым аккумулятором для пилотной линии
Model Number:
TMAX-ZY400-H450Оплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Автоматическая ротационная машина для вакуумной упаковки с функцией автоматического прокола для изготовления пакетовСледующая:
Автоматический ротационный вакуумный запайщик с функцией автоматического прокола для изготовления ячеек в пакетах
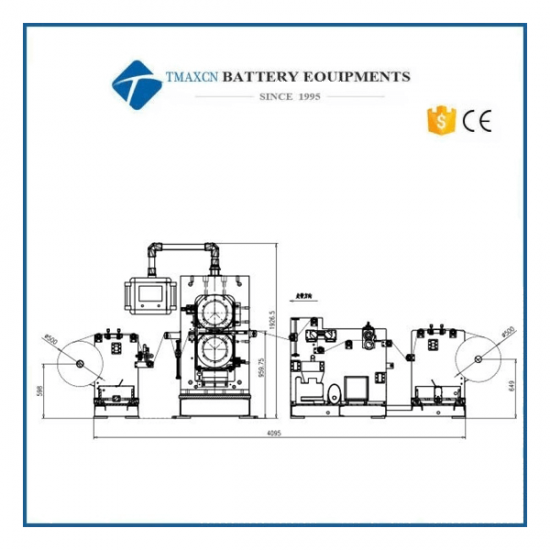
Батарея горячая Календарь батареи Пресс для прокатки электродов для пилотной линии
1. Введение
1.1 Функция: Эта линия непрерывной прокатки листов аккумуляторных электродов используется в процессе прокатки производства полюсных наконечников литий-ионных аккумуляторов для реализации непрерывного прокатного производства катушек полюсных наконечников аккумуляторов и удовлетворения спецификаций и качества, требуемых процессом изготовления полюсных наконечников аккумуляторов;
1.2 Состав оборудования: в основном включает в себя разматывающее устройство, устройство для соединения ремней, устройство для обрезки кромок, устройство для удаления пыли и удаления железа, нагревательный роликовый пресс, устройство для соединения ремней после прессования, устройство для намотки, гидравлическую систему, систему управления приводом, устройство для разборки роликов и т. д. ;
1.3 Принципиальная схема расположения оборудования (на рисунке показан правый тип, а левый симметричен ему):

2. Параметры процесса
2.1 Применение: подходит для процесса прокатки аккумуляторных материалов, таких как фосфат лития-железа, оксид лития-кобальта, манганат лития, тройной элемент, титанат лития и т. д.
2.2 Адаптация к характеристикам поступающего материала: ширина полюсного наконечника 150 ~ 300 мм, диаметр рулона материала ≤500 мм
2.3 Показатели выходного продукта:
2.3.1 Однородность толщины полюсного наконечника после прокатки: ≤±0,002 мм (требуемая точность толщины поступающего материала: ≤±0,002 мм);
2.3.2 Ошибка выравнивания кромки обмотки: ≤ ± 0,3 мм.
3.Установка
3.1 Основная часть двигателя требует нагрузки на грунт ≥ 3,5 т/ ㎡ (или на основе предоставленного чертежа фундамента)
3.2 Электропитание: 380В±5%, 50Гц трехфазная пятипроводная система
3.3 Суммарная мощность: 60кВт+10% коэффициент запаса/блок
3.4 Сжатый воздух: давление 0,2 ~ 0,7 МПа, расход: 20 л/мин, внешний диаметр соединительной трубы 8 мм
3.5 Рабочая среда: диапазон температур 0 ~ +45℃ относительная влажность: ≤30%
3.6 Внутренний диаметр ствола: 3 дюйма, длина ствола ≤550 мм.
4. Индекс функций оборудования
4.1 Габаритные размеры линии непрерывной прокатки (длина*ширина*высота): 4,8×2,6×2 м.
4.2 Общий вес оборудования: около 9 тонн
4.3 Внешний вид Цвет оборудования: национальный стандарт теплый серый 1С
4.4 Расположение: левый/правый (часть силового привода слева/справа, если смотреть со стороны подачи)
4.5 Скорость прокатки: 1-12 м/мин.
4.6 Максимальное давление между роликами: 1800 кН
4.7 Общая эффективность оборудования: OEE≥95%
4.7.1 Формула расчета: OEE = уровень доступности × производительность × уровень квалификации продукта
4.7.2 Субиндексы
Связанные субиндексы |
Примечание |
|
Наличие = время работы ÷ запланированное время работы |
98% |
Коэффициент использования |
Выразительность = общая производительность ÷ (мин. время работы * CPM) |
98% |
Мощность оборудования |
Коэффициент квалификации продукта = фактическое количество хороших продуктов ÷ запланированное количество хороших продуктов |
99% |
|
Примечание. При расчете вычтите факторы, влияющие на нормальное производство, такие как поставка материалов, электроснабжение, подача газа и т. д. |
||
4.8 Правила и стандарты проектирования и производства: в соответствии с соответствующими национальными стандартами
5.Основные показатели эффективности
5.1 Разматывающее устройство
л Функция: Пассивно обеспечить полюсные наконечники для прокатки при определенном контроле натяжения.
- л Размотка надувного вала: Φ74 мм с надувным пистолетом
- л Эффективная длина надувного вала: 550 мм
- л Диапазон регулировки (установки) натяжения: 1 ~ 20кгс
- л Точность контроля натяжения: 5%
- л Управление коррекцией: инфракрасная фотоэлектрическая коррекция
- л Ход коррекции: ± 50 мм
- л Контроль края: точность коррекции отклонения составляет ≤ ± 0,2 мм.
- л Магнитный порошковый тормоз: 50 Нм
5.2 Фронтальное соединительное устройство
л Функция: Используется для соединения полюсного наконечника, когда он ломается в процессе прокатки или при смене рулона материала, чтобы уменьшить количество отходов полюсного наконечника.
л Состав: Он состоит из соединительной пластины, нажимного штока, воздушного цилиндра, направляющего ролика и других частей.
л Управление: цилиндр управляется ручным пневматическим клапаном для сжатия и ослабления полюсного наконечника.
л Операция: ручное подключение
5.3 Устройство обрезки кромок
л Функция: используется для обрезки непокрытой фольги с обеих сторон полюсного наконечника, уменьшения складок полюсного наконечника, вызванных непостоянной скоростью удлинения во время прокатки, и уменьшения количества брака, вызванного полосой полюсного наконечника.
л Принцип: Верхнее режущее лезвие подается вручную, опираясь на нож, а левый и правый режущие ножи управляются отдельно.
л Привод: двигатель с переменной частотой 0,55 кВт приводит в движение нижний режущий вал, чтобы соответствовать скорости прокатки.
л Скорость резки: скорость резки синхронизирована с вращением основной машины.
л Верхнее режущее лезвие: Φ100×Φ65×1,2 мм
л Режущий диск: Φ100×Φ65×2 мм
5.4 Устройство для удаления пыли
л Функция: Очистите пыль и заусенцы на полюсном наконечнике.
л Состав: состоит из передних и задних роликовых щеток, пневмоцилиндров, пылесосов, двигателей привода роликовых щеток и т.д.
л Принцип: Используйте передние и задние роликовые щетки, чтобы смахнуть пыль и заусенцы с полюсных наконечников, пропустите ведро для всасывания пыли, пыль и воздух будут разделены циклонным сепаратором, а чистый воздух выпускается из глушителя через вентилятор. Регулярно очищайте от пыли.
л Количество роликовых щеток: 2
л Привод: привод вентилятора высокого давления мощностью 0,75 кВт
л Объем обрабатываемого воздуха: 2,4 м3/мин.
5.5 Переднее демпфирующее устройство
л Функция: уменьшить дрожание полюсного наконечника в процессе прокатки и предотвратить разрыв полосы.
л Состав: фиксированный направляющий ролик, плавающий направляющий ролик, фиксированный кронштейн и т. д.
л Принцип: полюсный наконечник проходит через плавающий направляющий ролик, чтобы уменьшить дрожание полюсного наконечника и предотвратить зачистку полюсного наконечника.
5.6 Валковый пресс
л Структура: Два ролика расположены горизонтально вверх и вниз.
л Каркас: литая арка типа «устье»
л Посадочное место подшипника: литая сталь 45
л База: общая база
л Размер рулона: φ400мм×450мм
л Материал валка: 9Cr3Mo (электрошлаковый переплав)
л Глубина закаленного слоя поверхности валка: ≥18мм, валок закален и отпущен НВ280-300.
л Шероховатость поверхности рулона Ra≤0,2 мкм
л Цилиндричность вала ≤ ± 0,001 мм
л Допуск на радиальное биение машины для сборки валков: ≤±0,002 мм
л Структура нагревательного ролика: сплошной ролик с нагревательным отверстием
л Режим подключения нагрева: конец вала соединен поворотным соединением RHG.
л Метод нагрева рулона: регулятор температуры нагрева пресс-формы
л Теплоноситель: масло-теплоноситель
л Температура нагрева: комнатная температура ~ 120 ℃, плавная регулировка, контролируемая контроллером температуры с цифровым дисплеем
л Ошибка однородности температуры поверхности валка (рабочая поверхность): ≤ ± 1 ℃
л Точность регулировки: ± 0,5 ℃
л Скорость нагрева: нагрев от комнатной температуры до 80 ℃, нагрев ≤100 минут; нагрев при комнатной температуре до 120℃, нагрев ≤150 минут
л Мощность нагрева: 45 кВт
л Предустановленное линейное давление роликового пресса: 5 т/см
л Диапазон регулировки зазора рулона: 0-2 мм, сенсорный дисплей.
л Регулировка зазора между роликами: серводвигатель приводит в движение средний клин для регулировки с помощью шарикового винта.
л Точность регулировки: 0,001 мм
л Максимальное давление между двумя роликами: 1800 кН (под давлением газожидкостного бустерного насоса)
л Привод: мотор-редуктор соединен с валками через эластичный соединительный штифт, а валки приводятся в движение шестернями.
л Мощность основного двигателя: 7,5 кВт (двигатель с регулируемой частотой вращения, 380 В, 50 Гц)
л Скорость прокатки: 1-12 м/мин (бесступенчатая регулировка скорости)
л Электрическое управление: управление программой ПЛК, работа с сенсорным экраном.
л Рабочее давление: газожидкостный бустерный насос
л Метод давления: нижний гидроцилиндр и верхнее давление
л Диаметр гидравлического цилиндра: φ220 мм
л Гидравлическая система: максимальное давление 31,5 МПа.
л Размер хост-устройства: (длина × ширина × высота) около 2800 мм × 950 мм × 1930 мм
л Расположение: левое/правое (механизм на левой стороне конца подачи - левый тип, а правая сторона - правый тип)
л Внешний вид оборудования: Цвет соответствует международному стандарту теплого серого цвета 1С или индивидуальному заказу в соответствии с требованиями заказчика.
л Вес хозяина: около 6 тонн
5.7 Заднее гасящее устройство вибрации
л Функция: уменьшить дрожание полюсного наконечника в процессе прокатки и предотвратить разрыв полосы.
л Состав: фиксированный направляющий ролик, плавающий направляющий ролик, фиксированный кронштейн и т. д.
л Принцип: полюсный наконечник проходит через плавающий направляющий ролик, чтобы уменьшить дрожание полюсного наконечника и предотвратить зачистку полюсного наконечника.
5.8 Устройство намотки
л Функция: Соберите скрученные полюсные наконечники в катушки.
л Состав: надувной вал, коррекция отклонения, магнитная порошковая муфта, редуктор обмотки, рама и т. д.
л Принцип: после прокатки полюсные наконечники собираются в катушки, а края катушек аккуратно контролируются корректирующим механизмом.
л Перемотка надувного вала: Φ74 мм с надувным пистолетом
л Эффективная длина надувного вала: 550 мм
л Диапазон регулировки (установки) натяжения: 1 ~ 20кгс
л Точность контроля натяжения: 5%
л Управление коррекцией: инфракрасная фотоэлектрическая коррекция
л Ход коррекции: ± 50 мм
л Контроль края: точность коррекции отклонения составляет ≤ ± 0,2 мм.
л Магнитная порошковая муфта: 50 Нм
л Мощность обмотки: мотор-редуктор 1,5 кВт
5.9 Система управления приводом
л Привод каждого компонента всей непрерывной производственной линии прокатки приводится в действие двигателями различных спецификаций и моделей, которые централизованно управляются с пульта управления, и все приводные двигатели оснащены защитой от перегрузки;
л Часть управления включает в себя: сенсорный экран, ПЛК, преобразователь главного двигателя, привод серводвигателя зазора роликов, контроллер натяжения, контроллер коррекции и т. д.
л В работе системы используется управление ПЛК, сенсорный экран и режим работы с кнопками, а кнопки аварийной остановки расположены на станции управления подвеской, на конце подачи прокатного стана и на стороне намотки и размотки для обеспечения безопасности оператора.
л К основным элементам управления системы относятся:
л Роликовый пресс пуск, стоп, индикация, защита от перегрузки
л Гидравлическая система пуск, стоп, инструкция
л Настройка скорости прокатки, отображение скорости
л Настройка давления, дисплей давления
л С очисткой параметров давления ролика (давление, зазор между роликами) и функцией памяти
л Параметры прокатки могут быть автоматически восстановлены в соответствии с моделью полюсного наконечника.
л Функция подсчета метров
л Ненормальная функция тревоги
л Оснащен функцией стыковки вывода данных MES, метод стыковки и метод сбора базы данных предоставляются покупателем.
5.10 Устройство для разборки ролика
л Функция: это устройство используется для замены или обслуживания рулона, сокращая время операции по разборке рулонов и снижая трудоемкость операторов.
л Состав: состоит из роликосъемной скобы, роликосъемной направляющей и т.д.
л Эксплуатация: при разборке рулона выдвиньте ролик и подкладку из направляющей для демонтажа и используйте кран или вилочный погрузчик для разборки роликов и их транспортировки. Установка осуществляется в обратном порядке.
6. Список конфигурации
Нет. |
Имя |
Марка/модель |
Примечание |
1 |
Ролик |
Синтай Синостил |
Сертификат соответствия |
2 |
Несущий |
Bush / Luo shaft |
|
3 |
Редуктор |
Boneng/Guomao |
|
4 |
ПЛК |
Сименс/Дельта |
|
5 |
Сенсорный экран |
Сименс/Дельта |
|
6 |
Преобразователь частоты |
Сименс/Дельта |
|
7 |
Сервосистема регулировки зазора рулона |
Сименс/Дельта |
|
8 |
Электрические компоненты |
Шнайдер, Чинт |
|
9 |
ЭПК |
Айбо/Тимако |
|
10 |
Газожидкостный бустерный насос |
США, Аризона |
|
11 |
Пневматические компоненты |
Airtac/SMC |
Воздушная труба синего цвета |
7. Список запасных частей
Нет. |
Имя |
Количество |
Ед. изм |
Примечание |
1 |
Доктор лезвие |
4 |
шт |
|
2 |
Верхний нож |
2 |
шт |
|
3 |
Нижний нож |
2 |
шт |
|
4 |
Уплотнения гидравлической линии |
2 |
поставил |
|
5 |
Аксессуары для смены рулонов |
1 |
поставил |
1 комплект на мастерскую |
6 |
Простой инструмент для обслуживания оборудования |
1 |
поставил |
Ящик для инструментов |
8. Список расходных материалов
Нет. |
Имя |
Спецификация |
Количество |
Бренд |
Эталонный цикл замены |
1 |
Доктор лезвие |
0,2*30*450 мм |
2 |
Швейцария |
15 дней |
2 |
Верхний нож |
Φ100*1,2 |
2 |
Одомашненный |
15 дней |
3 |
Нижний нож |
Φ100*2 |
2 |
Одомашненный |
15 дней |
4 |
Ролик |
Φ400*450 |
2 |
Синосталь |
6 месяцев (Молоть) |
5 |
Трансмиссионное масло |
VG320 |
50л |
Великая стена |
12 месяцев |
6 |
Гидравлическое масло |
L-HV150 |
20л |
Великая стена |
12 месяцев |
7 |
Цилиндр с низким коэффициентом трения |
|
2 |
Airtac/SMC |
2 года |
8 |
Трехосный цилиндр |
|
2 |
Airtac/SMC |
2 года |
9 |
Ультратонкий цилиндр |
|
4 |
Airtac/SMC |
2 года |
10 |
Тяговый клапан |
|
5 |
Airtac/SMC |
2 года |
11 |
Электромагнитный клапан |
|
4 |
Airtac/SMC |
2 года |
12 |
Вентилятор осевой |
|
2 |
|
2 года |
13 |
Потенциометр |
|
1 |
Шнайдер |
2 года |



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

