 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Линия сборки аккумуляторных батарей для литиевых цилиндров LiFePo4
Model Number:
TMAX-BP-Line:
Xiamen PortОплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Автоматическая машина для сварки вкладокСледующая:
Автоматическая машина для сварки выступов для цилиндрических ячеек
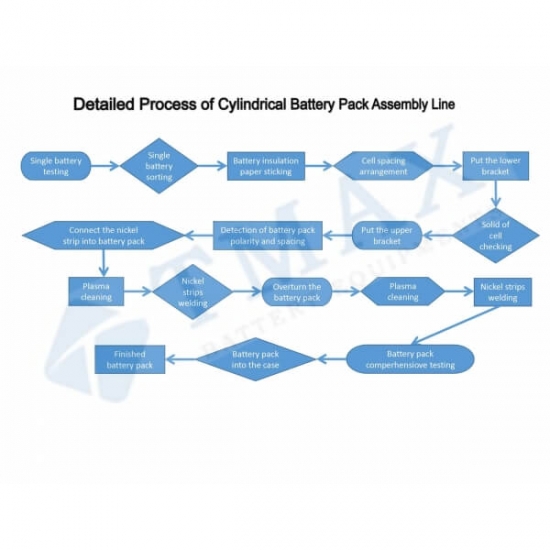
Линия сборки литиевых цилиндрических батарей LiFePo4
Процесс упаковки
Блок литиевых батарей состоит из цилиндрических элементов, платы защиты батареи, соединительного никелевого листа, вывода никелевого листа, аксессуаров из зеленой бумаги, изоляционной бумаги, провода или вилки, внешней упаковки или оболочки из ПВХ, выхода (включая разъем), переключателя с ключом, питания. индикатор, ЭВА, горная ячменная бумага, пластиковая подложка и другие вспомогательные материалы
Характеристики процесса:
1. Принять квалифицированную литиевую батарею
2. Низкое внутреннее сопротивление и хорошая консистенция
3. Конструкция батареи имеет вентиляционную конструкцию, а расстояние между двумя соседними батареями составляет не менее 2 мм. Эта конструкция требует использования пластикового кронштейна для фиксации аккумулятора.
4 . Завод аккумуляторных батарей использует никелевые полосы с прорезями для точечной сварки, размер никелевой полосы соответствует требованиям к сильноточному разряду, материал никелевой полосы обеспечивает низкое внутреннее сопротивление, аппарат для точечной сварки обеспечивает стабильную работу, а сварочная игла обеспечивает качество.
5. Различные партии аккумуляторов превращаются в типичные готовые изделия и проводятся испытания на долговечность. Когда опыт проектирования литиевых батарей Подводя итоги, готовая продукция батареи тестируется для получения фактического срока службы.
Важный процесс:
Прежде всего, ячейки должны быть разделены и спарены перед сборкой, чтобы гарантировать отсутствие бракованных изделий.
The сортировщик литиевых батарей можно установить на несколько передач через верхний и нижний пределы внутреннего сопротивления. Сопротивление регулируется, а режим регулировки разнообразен и быстр. Он оснащен импортным тестером внутреннего сопротивления напряжения, встроенным ПК, высокопроизводительным приводом, всеми конфигурациями электродвигателей; Сигнал обнаружения процесса всеобъемлющий и прощается с одной промышленной машиной.

За точечный сварочный аппарат литиевой батареи, Толщина и материал сварочной заготовки имеют большое влияние на параметры сварки. Головка сварочного электрода из различных материалов и конструкций должна выбираться в зависимости от толщины, листа и материала батареи.
Если расстояние между кончиками сварочных электродов слишком велико, мощность сварки увеличится, и соответственно увеличится требуемая энергия. Как правило, расстояние между двумя кончиками электродов регулируется до 3 мм, а зажим литиевой батареи должен быть покрыт никелевым листом.







 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

