 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Автоматическая высекальная машина для производства призматических аккумуляторов
Model Number:
TMAX-YK-DP400-L01BОплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Высокоскоростная штабелеукладочная машина с двумя станциями для изготовления призматических ячеекСледующая:
Машина для покрытия голубой пленкой призматической батареи
Автоматическая высекальная машина для производства призматических аккумуляторов
1 、 Введение оборудования
1. Функции оборудования
* функция размотки (используются два механизма размотки, а серводвигатель независимо контролирует автоматическую размотку);
* функция коррекции отклонения (исправление отклонения механизма размотки и электрод транспортируется перед штамповкой);
* система контроля натяжения ремня (натяжение ремня независимо контролируется двумя буферными режимами, что позволяет уменьшить дрожание ремня в процессе высоковысечной высечки);
* металлическая вогнутая выпуклая матрица используется для завершения формирования полюсного уха (используется матрица из вольфрамовой стали с большим сроком службы и небольшими заусенцами);
* обеспыливание роликов оборудования (пылеулавливание тянущих роликов);
* перед вырубкой, электрод расчесывается и пылесосится;
* функция резки одной стружки (применяется конструкция привода коленчатого вала с сервоприводом для завершения резки, используется пресс-форма из вольфрамовой стали с высоким сроком службы и небольшим заусенцем при штамповке);
* не замужем электрод функция транспортировки (три вакуумных ремня используются для транспортировки электрод , удаление пыли с обеих сторон электрод и отсев бракованных изделий осуществляется в процессе транспортировки);
* Удаление пыли с обеих сторон электрод (шерстяной войлок и сбор пыли с отрицательным давлением по умолчанию; бесконтактное электростатическое устройство удаления пыли зарезервировано) этот метод удаления пыли не является обязательным;
* обнаружение двойной ПЗС и маркировка электрод дефекты поверхности (ПЗС обнаруживает обе стороны электрод , этикетировочная машина маркирует неподходящие продукты после обнаружения и протягивает этот участок, когда формируется полюсное ухо; оборудование не имеет этой функции по умолчанию, а место установки зарезервировано) эта функция не является обязательной;
l обнаружение дефектных изделий по цветовому коду (датчик имеет маркировку дефекта, а электродное устройство автоматически отсеивает дефектные изделия);
* не замужем электрод определение размера ПЗС (для каждого электрод определение общего размера, оборудование автоматически отсеивает дефектные продукты);
* электрод функция сбора ( электрод функция подсчета установлена в ящике для материалов, с функцией сортировки электрод с, и электрод s аккуратно собраны в коробку с материалами);
* функция преобразования и транспортировки гильзы картриджа (картридж устанавливается на поворотный стол, гильза автоматически преобразуется; манипулятор извлекает гильзу картриджа и подключает линию материала) гильза картриджа может использоваться совместно с машиной для ламинирования;
2. Принцип оборудования
Принцип непрерывной подачи полярной катушки, управление штамповкой и полярным импульсом в режиме электронного кулачка и управление неравным расстоянием с помощью сервопривода.
3. Процесс действия оборудования
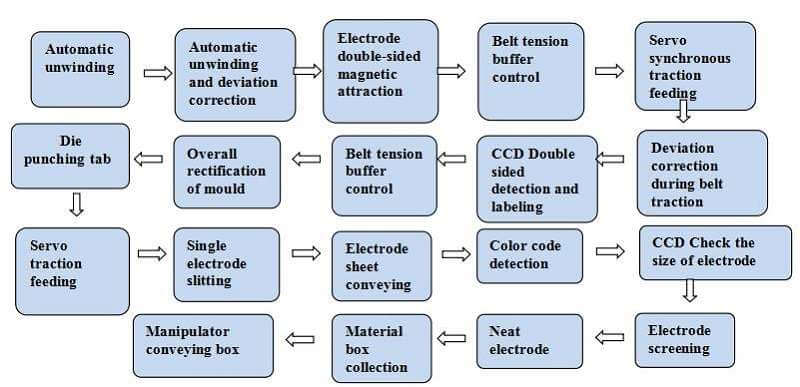
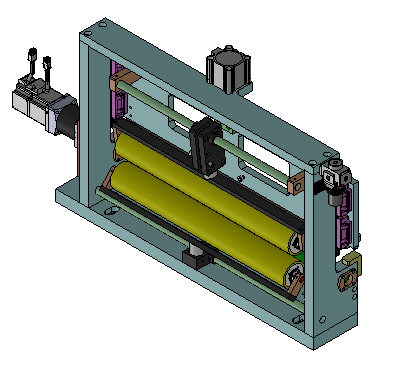
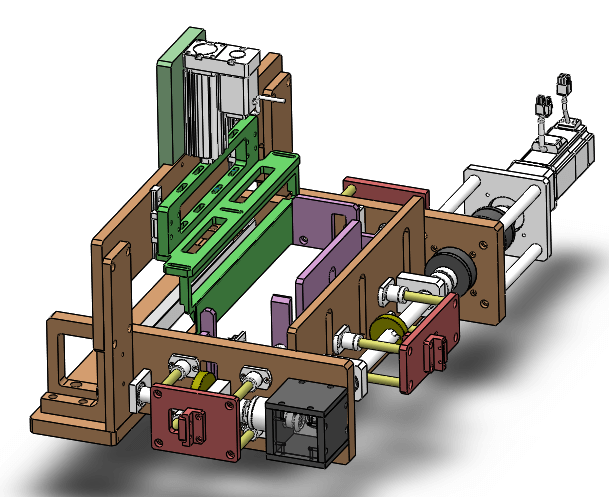
4. Общая структура
1) Размер : 4200 мм л ; Вт : 1 2 8 0мм ; ЧАС : 2050мм 。
2) Масса : 1,85 Т
3) Общая структурная схема
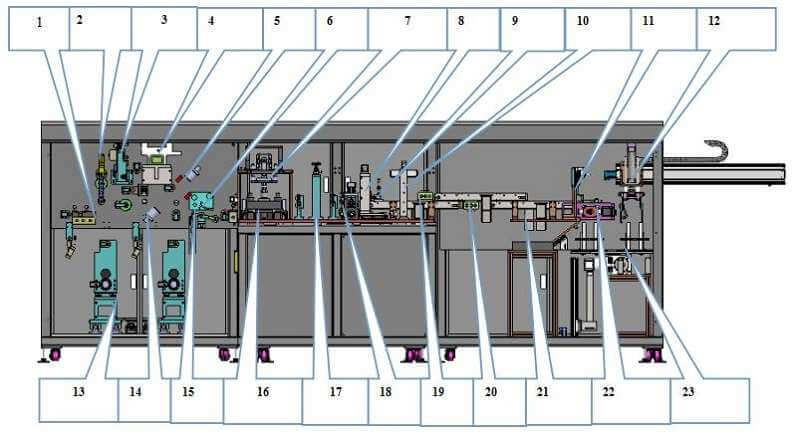
1. 上料接料台: Платформа подачи и приема
2. 张力缓存机构 : Механизм буфера натяжения
3. 滚轮牵引机构: Роликовый тяговый механизм
4. 过程纠偏组件 : Компонент коррекции процесса
5. ПЗС 检测 : ПЗС тестирование
6. 贴胶机 :Аппликатор клея
7. 极耳成型模切组件 : Сборка для высечки вкладки
8. 裁切机构 :Режущий механизм
9. 色标传感器 :датчик цветового кода
10. ПЗС 检测机构 : Механизм обнаружения ПЗС
11. 次品剔除机构 : Механизм отклонения
12. 机械手抓取机构 : Механизм захвата манипулятора
13. 自动放卷纠偏装置 : Устройство автоматической размотки и коррекции отклонения
14. ПЗС 检测 : Тестирование ПЗС
15. 缓存机构 : Механизм кэширования
16. 模具冲切机构 : Механизм пробивки штампов
17. 转型调节机构 : Учреждение по преобразованию
18. 滚轮牵引机构 : Роликовый тяговый механизм
19. 除尘机构 : Механизм удаления пыли
20. 除尘机构 : Механизм удаления пыли
21. 次品收集盒 : Неисправная коробка для сбора продуктов
22. 整齐料盒极片机构 : Механизм электрода коробки из аккуратного материала
23. 转化料盒机构 : Механизм коробки преобразования
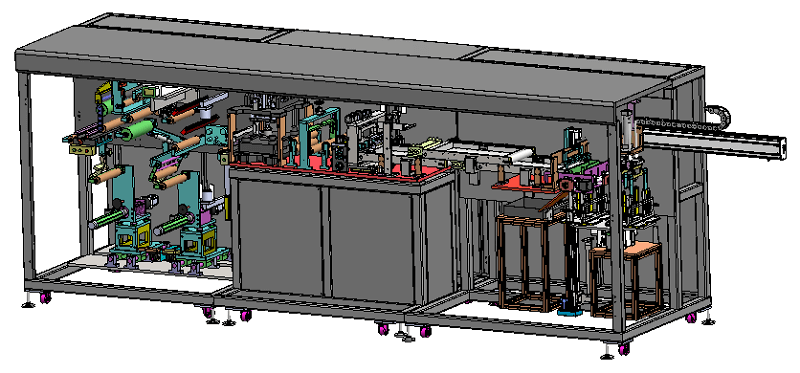
4) Схема внешнего вида оборудования
4 、 Функциональное введение компонентов оборудования
1. Устройство автоматической подачи
л Макс. диаметр : φ700мм ;
л Максимальный вес : 150 кг ;
л Внутренний диаметр втулки : 150,2±0,5 мм ;
л Режим размотки и подачи: подача осуществляется напрямую с помощью логистической стыковочной тележки или вручную. ;
л Механизм разматывания имеет конструкцию надувного вала, и оба конца надувного вала оснащены прочными подшипниками качения. ;
л Он оснащен соединительной платформой для намотки ремня и вспомогательной линией маркировки, которая удобна для ручного соединения ремня. ;
л За приемным столом находится стержень с постоянным магнитом с усилием 40000 гс для удаления железа с передней и задней части приемного стола. электрод ;
л Сбор пыли двусторонней валиковой щеткой из полярного куска перед высечкой ;
л С прижимным устройством перед высечкой ;
л Сервосистема используется для управления синхронной размоткой, чтобы поддерживать стабильное натяжение. ;
л Регулируемый диапазон натяжения 0-150 Н , а точность составляет ± 10% ;
л До и после верхнего и нижнего материалов вал наматывания качается≤5 мм. ;
л Расстояние от торца вала намотки до внешней стороны защитного кожуха≤250мм ;
л С защитной конструкцией ;
л В системе коррекции отклонения используется высокоточный датчик коррекции отклонения ПЗС для контроля противоположной стороны и повышения точности коррекции отклонения ± 0,2 мм. .
1. Система контроля натяжения ремня
л Контроль натяжения разматывающейся ленты материала состоит из двух механизмов. ;
л Разматывающая часть вала расширения воздуха управляется поворотом цилиндра с низким коэффициентом трения для контроля натяжения во время процесса размотки. ;
л Во время штамповки лента качается вверх и вниз, а серводвигатель тянет винтовой стержень для компенсации. Например, когда матрица поднимается и опускается, серводвигатель быстро тянет полюсный наконечник по всей длине, чтобы обеспечить натяжение в процессе транспортировки полюсного наконечника. ;
л Поворотная часть оснащена высокоточным пропорциональным клапаном, высокоточным потенциометром и цилиндром с низким коэффициентом трения для синхронного управления подачей. ;
л Винтовой стержень управляется аналоговым сервоприводом, а натяжение может быть установлено в соответствии с размером полюсного наконечника. ;
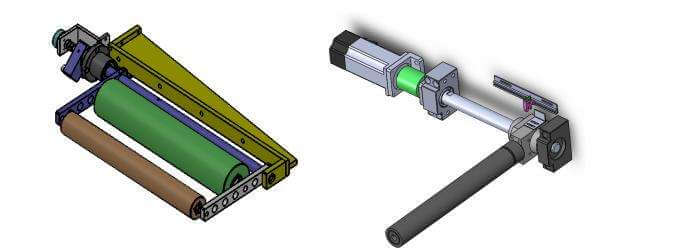
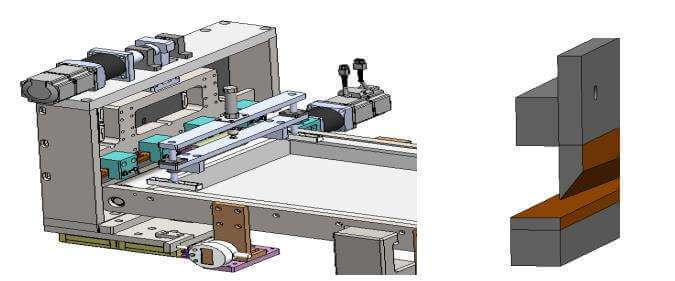
2. Вкладка пробивно-формовочное устройство
л А прикрепите металлическую вогнутую выпуклую штамповочную форму, чтобы завершить формирование вкладка
л Верхняя и нижняя пробивка матрицы использует режим ножничного контакта. ;
л Коленчатый вал с сервоприводом используется для завершения высокоскоростного пробивного действия матрицы, а полюсная часть не имеет повреждений, капель порошка, острых углов и других дефектов в процессе нарезки. ;
л Разборка и установка матрицы проста, а ширина полюсного наконечника легко регулируется. Он может соответствовать различным размерам полюсных наконечников в определенном диапазоне, а время замены составляет менее 1 часа. ;
л Под пресс-формой установлено воронкообразное устройство для сбора отходов, и отходы, образующиеся после пробивки и резки, могут быть немедленно всосаны в воронкообразное устройство, а затем собраны в контейнер для переработки отходов (очистка один раз в смену, время очистки ≤ 5 минут). ;
л Верхняя матрица оснащена функцией охлаждения продувкой под положительным давлением для увеличения срока службы матрицы. ;
л Пробивной механизм оснащен безопасным защитным оптическим волокном и защитным кожухом. ;
л В системе используется высокоточный датчик коррекции отклонения CCD для повышения точности коррекции отклонения. , ≥0,2 мм;
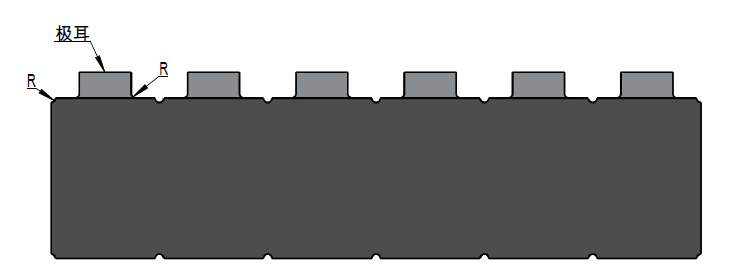
л Параметры электрод после удара :
3. Устройство натяжения ремня
л Процесс натяжения и транспортировки ленты материала состоит из двух комплектов тяговых роликов. ;
л Первый набор высокоскоростного процесса управления намоткой, обеспечивающий синхронизацию передачи. ;
л Второй набор высокоскоростного управления перфорированием центрального полюса, передающего синхронизацию ;
л Принять функцию подачи сервоуправления на неравное расстояние ;
л Eсть загар направляющее колесо перед тяговым роликом, чтобы предотвратить вкладка от скидки после высечки. Направляющее колесо можно легко отрегулировать при смене модели ;
л Два ролика непосредственно оснащены роликами для поглощения порошка для удаления пыли, скопившейся во время тяги роликов. ;
л Прижимной ролик автоматически сжимается воздушным цилиндром, что удобно для нарезания резьбы. .
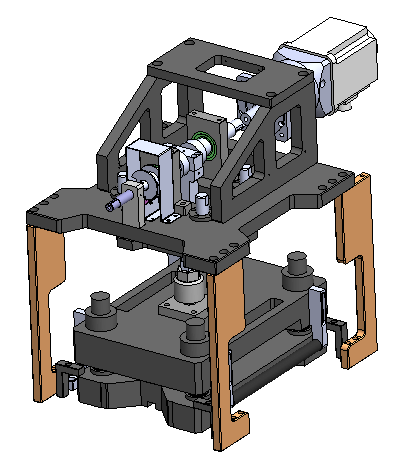
4. Режущий механизм
л я в процессе резки ломтика полюса имеется функция предварительного прессования спереди и тягового ролика сзади, чтобы обеспечить пластичность ломтика полюса перед резкой и точность размеров порошковой резки ломтика полюса;
л после резки оборудование оснащено индукционным оптическим волокном, чтобы предотвратить ошибочное принятие полюсного ножа за несколько кусков отходов;
л нижний резак установлен с вакуумом для всасывания пыли;
л Встроенный нож из вольфрамовой стали используется для снижения затрат на техническое обслуживание и замену. ;
л резка имеет функцию подсчета.
5. Электрод функция коррекции в кормушке
л во время работы электрод , серводвигатель приводит в действие механизм сортировки, чтобы исправить электрод ;
л После исправления, электрод уложены в ящик для материалов, чтобы гарантировать, что электрод в коробке материал аккуратный ;
л Коробка с материалом имеет счетную функцию, а полюсные наконечники не имеют повреждений, перегибов, перегибов, царапин и других дефектов при эксплуатации и штабелировании. ;
л Когда электрод в ящике материала заполнен, он автоматически переключится на буферный механизм для получения материала .
5 、 Устройство для удаления пыли (опционально)
л 1) Шерстяное колесо, отрицательное давление для сбора пыли
л оборудование оснащено шерстяным колесом и методом удаления пыли с отрицательным давлением, что обеспечивает хороший эффект удаления пыли, высокую эффективность и низкую стоимость;
л Когда электричество троде проходит через входной конец чистящей головки, вращайте ведущую щетку, чтобы смести порошок, чтобы удалить пыль с поверхности электрод ;
л Впоследствии на полюсный наконечник поступает внутренний ветер с отрицательным давлением, который поглощает дрейфующую пыль и пыль на щеточном колесе. ;
л Пыль собирается в вентиляторе отрицательного давления, который легко чистить (раз в месяц, время очистки ≤ 5 минут).
л 1) Бесконтактное удаление пыли
л принять бесконтактный метод удаления пыли с помощью ионного ветра высокого давления, который имеет хороший эффект удаления пыли, высокую эффективность и высокую стоимость;
л Когда электрод проходит через входной конец чистящей головки, здесь снимается ионизационное облако и статическое электричество на поверхности катушки;
л Затем электрод на него влияет турбулентный воздушный поток, создаваемый внутренней продувкой и вакуумным воздушным потоком устройства чистящей головки ;
л Воздействие турбулентного воздушного потока приводит к высокочастотному фреттингу е электрод ;
л Совместное действие высокочастотного фреттинга и турбулентного воздушного потока электрод разрушает поверхностный слой воздуха на поверхности полюсного наконечника, и в то же время загрязняющие вещества, выделяемые поверхностным слоем, всасываются в вакуумный воздушный поток ;
л Когда электрод покидает чистящую головку, полюсный наконечник проходит через другое ионное облако, чтобы предотвратить вторичное загрязнение на поверхности электрод.
6. Особенности дизайна
Функции |
Преимущества |
Бесконтактная очистка |
Избегайте риска появления следов и повреждений на поверхности электрод , и в то же время не влияет на обнаружение отслеживания положения электрод на поясе |
Интеграция электростатического управления |
Нейтрализовать статическое электричество, оптимизировать эффективность очистки и эффективно предварительно поляризовать вторичное загрязнение на поверхности листа. |
Уникальная система «фиксированный порт» |
Трубопроводное соединение чистящей головки фиксировано, и установка чистящей головки упрощается. |
Баланс объема воздуха |
Значение отклонения между объемом продувки и потоком вакуумного воздуха можно полностью контролировать. |
Автоматический контроль вакуума |
Сократите частоту ручной регулировки операторами. Автоматически поддерживать лучший эффект очистки |
части без потерь |
Более низкие эксплуатационные расходы |
Бесшумная работа |
Отсутствие проблем со здоровьем и безопасностью, вызванных шумом |
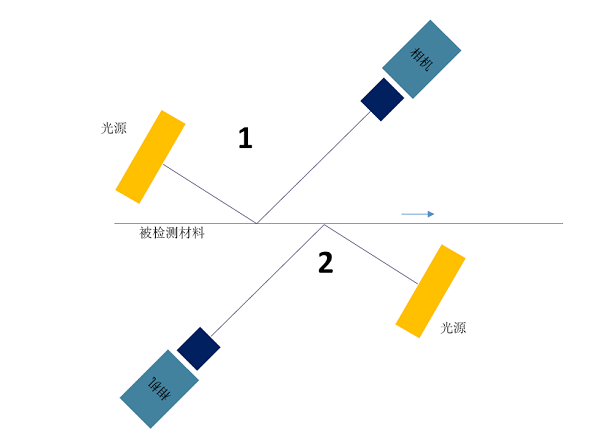
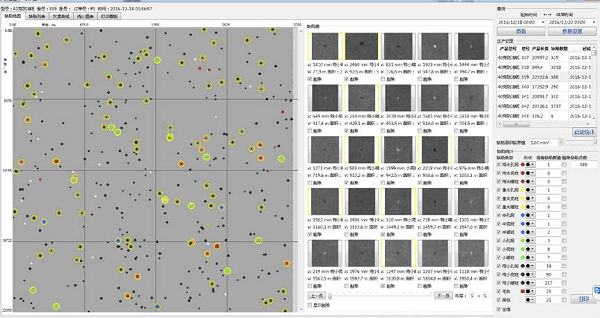
7. Принципиальная схема обнаружения и маркировки ПЗС (дополнительное устройство)
л Интеллектуальная классификация: с использованием технологий машинного обучения и искусственного интеллекта, самообучение и автоматическая классификация могут выполняться в соответствии с определением пользователем категории дефекта;
л PostgreSQL: используйте самую передовую базу данных с открытым исходным кодом для хранения изображений дефектов, таких как расположение дефектов, размер и другая информация. ;
л Автоматическое архивирование: данные о дефектах могут автоматически копироваться на внешние устройства или системы в соответствии с настройками пользователя.
л Разнообразные отчеты: предоставьте отчеты о результатах испытаний и статистических данных в виде таблиц и графиков.
л Анализ ровности поверхности: отображение ровности поверхности материалов в режиме реального времени с помощью цифровых ;
л практичный и удобный рабочий интерфейс: он может устранять и отмечать серьезные дефекты и другие практические функции, удобные для работы операторов;
л Интерфейс ввода-вывода: обеспечивает входные и выходные сигналы, такие как сигнализация, обрыв бумаги, смена рулона, запуск и остановка;
л Заводской интерфейс: на основе операционной системы Windows он может подключаться к другим системам и оборудованию клиентов через tcp/ip, Ethernet, OPC и другие интерфейсы. ;
л Обслуживание удаленного доступа: при условии, что оборудование подключено к Интернету, систему можно обновлять и обслуживать через удаленный доступ через Интернет. ;
л Техническая поддержка: 7 x 24-часовая сеть и горячая линия поддержки
л Д интерфейс системы обнаружения
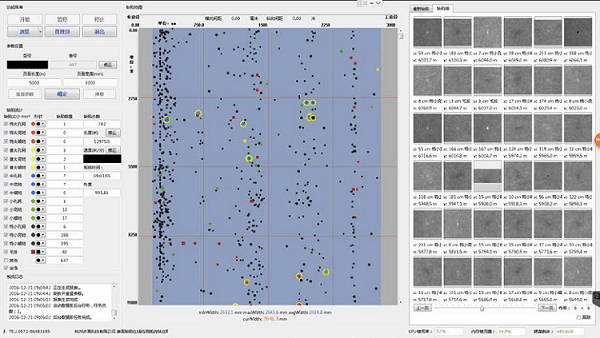
л интерфейс просмотра отчетов
л г Отчет об устранении эффекта
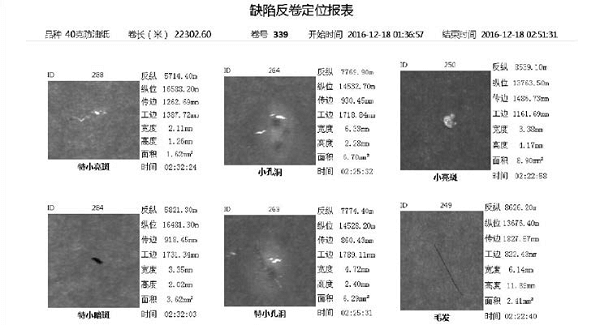
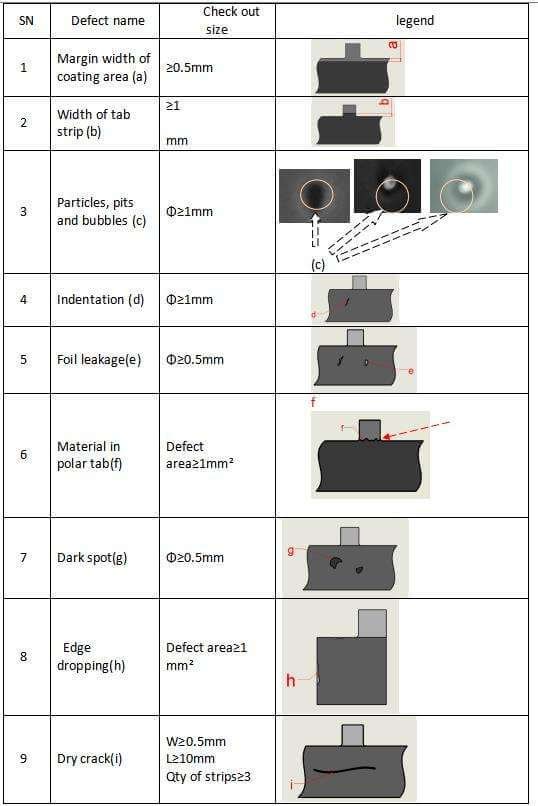
л Таблица показателей точности обнаружения основных дефектов
л устройство для абелирования е:
Оснащен набором этикетировочной машины, скорость наклеивания соответствует скорости резки, а центральная линия маркировки и расстояние от внутреннего края полюсного наконечника могут регулироваться с точностью ± 2 мм;
Размер этикетки: ширина 12 мм и длина 14 мм, которые могут быть изменены пользователем.
А 、 Размер и спецификация поступающих материалов
серийный номер |
Предмет |
Спецификация |
Примечание |
1 |
Ширина подачи |
300 - 420 мм ( включая вкладку ) |
|
2 |
Толщина поступающего материала |
Катод : 9 - 200 мкм ; Анод : 9 - 200 мкм |
|
3 |
Внутренний диаметр разгрузочного барабана |
6 дюйм ф 150 .2 мм |
|
4 |
Применимая система |
Фосфат лития-железа, оксид лития-кобальта, манганат лития, тройные материалы, графит и другие аккумуляторные и конденсаторные шламовые системы |
|
5 |
Внешний диаметр электрод простынь |
≤φ700мм |
|
6 |
Метод покрытия |
Непрерывное покрытие |
|
7 |
Ошибка ширины входящего покрытия |
≤ ± 2 мм |
Б 、 Требования к поступающим материалам производства
л Погрешность ровности торца входящей обмотки : ±5 мм ;
л Змеиная ошибка : Х±2мм/м ;
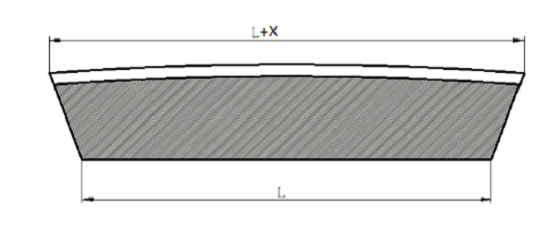
л Электрод волна : Икс ± 5мм/м ;
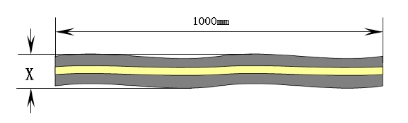
л обеспечить срок службы пресс-формы, а также изменение толщины материала в положении резки пресс-формы менее 10 мкм
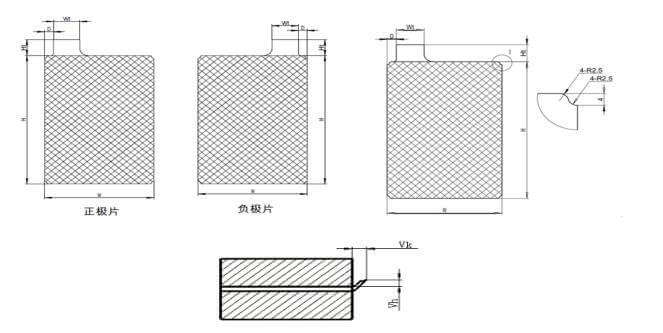
С 、 Процесс производства оборудования
Размерный ряд и точность электрод после удара |
||||
серийный номер |
Предмет |
Размер ( мм ) |
Точность |
Примечание |
1 |
Электрод Вт |
40 ~ 110 |
±0,2 мм |
|
2 |
Электрод ЧАС |
60 ~ 160 |
±0,25 мм |
|
3 |
Электрод Хт |
10 ~ 30 |
±0,2 мм |
|
4 |
Электрод Д расстояние |
5~ 20 |
±0,25 мм |
|
5 |
Электрод Вес |
6 ~ 65 |
±0,2 мм |
|
6 |
Берр вх |
≤7 мкм |
|
|
7 |
Берр вк |
≤25 мкм |
|
|
Д 、 Технические параметры оборудования
серийный номер |
Предмет |
Спецификация |
1 |
Метод штамповки |
Штамповка штампов |
2 |
Срок службы матрицы для вкладка и отметить отверстие |
Форма отрицательного электрода 1 миллион раз / шлифовка, время шлифовки формы ≥ 10 раз 800000 раз / шлифовка положительной формы, а количество шлифовок формы ≥ 10 раз Общий срок службы высекального ножа после ремонта: ≥ 10 миллионов раз |
3 |
Условия загрузки |
Функция ручной загрузки рулона, оборудование может реализовать функцию обнаружения остаточного материала и сигнализации. Он может различать ленту для заделки рулона и ленту для сращивания лент (различные цвета ленты). |
4 |
Электрод устройство коррекции отклонения |
Точность коррекции отклонения гарантированно составляет 0,1 мм при условии, что материал не имеет краевых дефектов. |
5 |
Электрод контроль натяжения |
Точность контроля натяжения < 10% |
6 |
Штамповка умирает |
СКД-11 + Импортная легированная вольфрамовая сталь |
7 |
Устройство для удаления пыли |
Удаление пыли с обеих сторон электрод после удара |
8 |
Магнитная адсорбция |
≥40000GSPСтержень с постоянным магнитом |
9 |
ПЗС тестирование |
Набор ПЗС-детекторов устанавливается на передней и задней части полюсного наконечника соответственно. |
10 |
ПЗС конфигурация |
8К камера 2 шт ,источник света 2 шт |
11 |
ПЗС Область обнаружения |
Максимум 4 50мм ( Ширина покрытия: 4 00мм ) |
12 |
ПЗС Тестовые задания |
Дефекты покрытия стандартных полюсных наконечников литиевых батарей, такие как открытая фольга, сухой материал, темные пятна, царапины, посторонние предметы и т. д. |
13 |
ПЗС Тестовые задания |
Т поперечная0,1 мм 、 п портрет : 0,1 мм ( Лучшее состояние обнаружения ) ( 80м/мин , скорость резки) |
14 |
ПЗС Другие функции системы |
Аварийный выход или маркировка могут быть предоставлены в соответствии с размером, типом, плотностью, положением резки и периодичностью дефектов. Все обнаруженные данные о дефектах хранятся в базе данных SQL в каждом томе или экспортируются в заводскую систему управления информацией или различные стандартные базы данных. Программное обеспечение Reportranger может автоматически или вручную выводить различные автоматические отчеты о производстве и управлении качеством в соответствии с потребностями, а также может быть настроено в соответствии с потребностями клиента, точно маркировать края материалов и взаимодействовать с последующими процессами для более эффективного поиска и устранения различных дефектов. . |
15 |
Маркировочный механизм |
Механизм обрезки и маркировки этикеток; Скорость этикетирования соответствует скорости вытягивания, а этикетировочная машина расположена на вкладка |
16 |
МЧС система |
Все используемое технологическое оборудование должно иметь системный интерфейс MES. |
17 |
Эффективность |
≥ 120 частей на миллион , Уровень мобилизации≥95% , Квалифицированная ставка≥98% |
18 |
Быстрое время смены |
Модель одной сменной пресс-формы не превышает 1 человек *1ч |
19 |
Другие требования |
1. A. обновление программы оборудования может быть реализовано с помощью пульта дистанционного управления; б. Аппаратное (электрическое) обнаружение; Ноутбук с сетью настроен в удаленном режиме, и на ноутбуке установлено программное обеспечение, необходимое для удаленного управления. Производитель оборудования осуществляет удаленное управление оборудованием через ноутбук. В целях безопасности данных на ноутбуке будет установлена программа мониторинга для отслеживания всех данных, которыми обмениваются через ноутбук. 2. Иерархическое управление оборудованием: требуется не менее трех уровней. Высший уровень — это полномочия управления оборудованием, которые могут выполнять любые операции с оборудованием и сбрасывать все пароли. Второй уровень - изменить все параметры оборудования и реализовать работу оборудования. Самый нижний уровень – это работа оборудования и изменение некоторых операций. Функция записи времени работы оборудования, содержимое записи необходимо разделить на время автоматической работы, время ожидания, время ручной работы и время сбоя. Машинное время определяется как время, когда оборудование включено, но никакая операция не выполняется, а время отказа определяется как время до выхода из строя оборудования и неустранения сообщения об ошибке, а также время, когда нажата кнопка аварийной остановки. ; Автоматическая работа и ручная работа - это нормальное время работы оборудования без каких-либо сбоев и ошибок, которые можно различить в соответствии с выбранным режимом работы. На оборудовании должны храниться записи о работе не менее чем за 2 дня. Записи операций должны быть упакованы и отправлены в систему MES или другую систему управления один раз в день и загружены по FTP. Загружаемые файлы должны быть в формате CSV. Функция записи изменений параметров оборудования. |
20 |
Стандарт вибрации |
Интенсивность вибрации должна соответствовать международному стандарту ISO-2372 для вибрации оборудования. (интенсивность вибрации ≤ 0,45 мм/с) |
21 |
Устройство безопасности |
1. Пробивной механизм, режущий механизм и другие механизмы оснащены защитной дверью для предотвращения входа операторов, схемой защиты от открытия двери и функцией аварийной остановки, а также предупреждениями о безопасности. 2. Индикатор неисправности представляет собой трехцветный фонарный столб и зуммер, а на сенсорной панели есть дисплей записи. |
Е 、 Основные компоненты оборудования
серийный номер |
Имя |
Бренд |
1 |
ПЛК |
Панасоник |
2 |
сенсорный экран |
Вайнвью |
3 |
Преобразователь частоты |
Шнайдер |
4 |
серводвигатель |
Панасоник |
5 |
Шаговый двигатель |
Leisai |
6 |
Цилиндр и пневматические компоненты |
СМС |
7 |
Линейная направляющая, винтовой стержень |
ТНК |
8 |
датчик |
Кинс |
9 |
Несущий |
НСК |
10 |
Соленоидный клапан |
СМС |
11 |
Регулятор температуры |
ОМРОН |
12 |
Автоматический регулирующий клапан |
Shanghai Ziyi |
13 |
Вакуумметр/манометр |
СМС |
14 |
Электрические компоненты низкого напряжения |
Шнайдер |
15 |
CDD Тестирование |
Технология Чисяо |
16 |
Плесень |
Wei Sheng |
17 |
Умереть направляющий пост |
МИСУМИ |
18 |
Оптоволокно |
Панасоник |
19 |
Магнитный переключатель |
СМС |
20 |
Электрические компоненты низкого напряжения |
Шнайдер |
Ф 、 Среда использования оборудования
серийный номер |
Предмет |
Ед. изм |
Спецификация |
Примечание |
|
1 |
Мощность всей линии |
кВт |
15 |
380В , 3 фазы |
|
2 |
сжатый воздух |
Давление |
МПа |
0,5 ~ 0,8 МПа |
|
|
|
потребление |
л/мин |
50 |
|
3 |
Вакуум |
степень вакуума |
кПа |
/ |
|
|
|
потребление |
м3/ч |
/ |
|
|
|
потребление |
м3/ч |
/ |
|
4 |
азот |
Давление |
МПа |
/ |
|
|
|
потребление |
м3/ч |
/ |
|
5 |
Расход водопроводной воды |
м3/ч |
/ |
|
|
6 |
Технологическая охлаждающая вода |
Температура |
℃ |
/ |
|
|
|
потребление |
м3/ч |
/ |
|
Примечание: параметры, задействованные в оборудовании, должны быть заполнены, а не задействованные параметры могут быть заполнены с помощью «/» или «-». 。 |
|||||
грамм 、 Запчасти
серийный номер |
Имя |
Спецификация |
Кол-во |
Примечание |
1 |
Пробивной инструмент |
|
|
|
2 |
Инструмент для высечки |
|
|



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

