 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Полуавтоматический ультразвуковой сварочный аппарат
Model Number:
TMAX-YK-DH-6000Оплата:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Предыдущий:
Лазерный сварочный аппарат (привариваемая верхняя крышка)Следующая:
Автоматическая машина для резки литиевых батарей для производства призматических батарей
Полуавтоматический ультразвуковой сварочный аппарат
1 、 Обзор оборудования
1. Использование оборудования: подходит для сварки между положительными пластинами и алюминиевой фольгой призматической батареи, а также для сварки катодной пластины и алюминиевой фольги.
2. Эффективность производства: около 25 частей на миллион (в зависимости от навыков ручного управления и количества слоев полярного уха).
3.Сфера применения:
серийный номер |
Имя |
Спецификация |
1 |
Материал подложки (положительная пластина) |
алюминиевая фольга |
2 |
Толщина подложки (положительная пластина) |
0,09-0,015 мм |
3 |
Прокладка (положительная вкладка ) материал |
Алюминий вкладка |
4 |
Толщина прокладки (полож. вкладка ) |
0,2 |
5 |
Максимальное количество ламинаций |
10-50 слои |
4. Размер оборудования:
1) Размер генератора: около 520×410×170 мм (длина × ширина й × Н восемь ).
2) Размер головки: около 480×200×480 мм (длина × ширина дт × Н восемь ).
2. Справочная масса оборудования: около 60 кг.
5. Рабочий процесс
Вручную поместите ячейку на сварочную платформу
Ножной переключатель Вкладка «Сварка» 
Силовое ядро завершить процесс
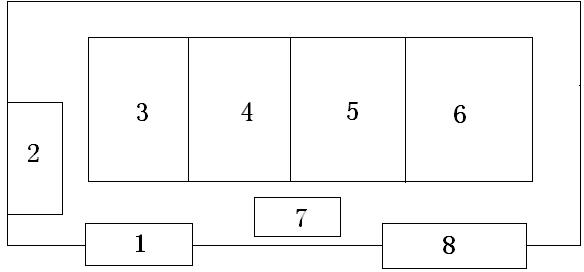
2 、 Структурная схема оборудования

Внешний вид (только для справки)
3 、 Функции и описание оборудования
серийный номер |
Имя |
Функция |
Кол-во |
1 |
Ультразвуковой генератор |
Преобразователь частоты изменяет ток промышленной частоты на ток колебаний с ультразвуковой частотой 20 кГц. |
1 поставил |
2-01 |
Преобразователь системы вибрации |
Пьезоэлектрический эффект преобразует электрическую энергию ультразвуковой частоты, подаваемую генератором, в энергию механических колебаний. |
1 поставил |
2-02 |
Вибрационная система - гудок |
Изменение амплитуды |
1 поставил |
2-03 |
Система вибрации - сварные соединения |
Приложите механическую энергию к поверхности раздела свариваемого металлического листа. |
1 поставил |
3 |
Каркас (голова) |
Механические компоненты и пневматические компоненты стационарной вибрационной системы |
1 поставил |
4 |
Подсоедините кабель |
Подключите ультразвуковой генератор к раме (голове) |
2 шт |
1. Схемная часть (функция и способ реализации)
серийный номер |
Предмет |
Функция |
1 |
выключатель |
Контроль основного источника питания |
2 |
контактор переменного тока |
Подключение основного питания |
3 |
Импульсный источник питания |
Постоянное напряжение и ток (постоянная амплитуда) |
4 |
Ультразвуковой генератор - основная плата |
Генерировать колебательные электрические сигналы. |
5 |
Модуль усилителя мощности ультразвукового генератора |
Усиление электроэнергии. |
6 |
Ультразвуковой генератор - выходной трансформатор |
Выходной сигнал колебаний, согласование импеданса. |
7 |
Программный контроллер - ЛОГОТИП |
Контроль программы рабочего времени |
8 |
Панель контроллера программы - ЛОГО-ТД |
панель управления |
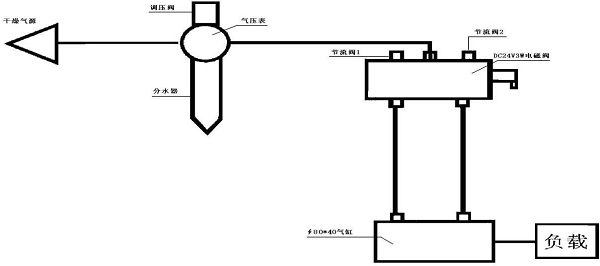
1. Пневматическая часть
2. Приспособление для позиционирования инструмента
1) Платформа изготовлена из бакелита.
2) При сварке положительного или отрицательного выступа замените позиционирующее приспособление, а также сварочную головку и отрегулируйте параметры.
4, Производительность процесса
1. Принцип работы оборудования заключается в том, что преобразователь преобразует ультразвуковой сигнал колебаний большой мощности в механическую энергию соответствующей частоты, которая прикладывается к поверхности раздела свариваемого металлического листа, так что соединение металлического листа может мгновенно генерировать тепло, а затем частицы в металлической решетке могут быть запущены, так что молекулы на стыке металлического листа могут проникать друг в друга и свариваться вместе для завершения сварки.
2. Применяется передовая технология цепи постоянного тока и постоянного напряжения, а амплитуда ультразвука плавно регулируется.
3. Принять интеллектуальную систему управления шасси ICs с вторичной ультразвуковой функцией; Система имеет функцию самотестирования при включении питания, интеллектуальную сегментацию вибрационной пары, автоматическое слежение и передачу сигнала на компьютер.
4. Механическая конструкция головки машины имеет немецкую конструкцию с направляющими рельсами и отличается высокой точностью.
5. Имеет систему защиты от перенапряжения (диапазон напряжения питания 220В ~ 250В); Выходная мощность и рабочая частота машины не будут затронуты в течение периода автоматического постоянного напряжения.
6. Имеет систему защиты от перегрузки.
7. Имеет защиту от перегрузки по току.
8. Имеет автоматическую компенсацию нестабильной частоты питания.
9. С обратной связью сигнала защиты от перегрузки при сварке.
10. Мониторинг компьютерных данных и загрузка данных.
11. Интеллектуальная система ИС: интеллектуальная цифровая схема чипа, интегрированная центральная система обработки высокой плотности, управление выборкой на миллисекундном уровне.
12. Интеллектуальная сегментация и автоматическое отслеживание амплитуды. Амплитуда от 1% до 100% может быть установлена в пределах 0-1000 мс для адаптации к различным процессам сварки.
13. Система не нуждается в повторной калибровке после самопроверки, автоматического поиска частоты, замены сварочной головки или ремонта пресс-формы.
14. Частота автоматически отслеживается во время работы. Во время работы частота сварочной головки и преобразователя будет меняться при изменении температуры и нагрузки. Сварочный аппарат может автоматически искать и отслеживать резонансную частоту преобразователя во всем диапазоне, чтобы гарантировать, что преобразователь всегда работает в резонансном состоянии, обеспечить высокоэффективную работу оборудования и сделать сварку более стабильной и качественной. надежный.
15. Сопоставьте различные режимы сварки, такие как энергия и интеллектуальное время: различные режимы сварки адаптируются к различным требованиям процесса сварки для достижения лучшего эффекта сварки.
16. 7-20 параметров сварки могут быть заданы заранее, чтобы соответствовать различным требованиям процесса сварки. Оператор может напрямую получить доступ к данным для сварки, что значительно повышает эффективность работы.
17,7-дюймовый сенсорный экран высокой четкости, интуитивно понятный интерфейс управления графиком.
18. Эффект сварки каждый раз отображается на сенсорном экране обмена данными высокого разрешения с помощью данных, а процесс сварки отображается в виде кривой.
19. Каждые данные сварки могут быть переданы на компьютер мониторинга, чтобы можно было отслеживать данные сварки и снижать количество дефектов.
20. Интеллектуальная система защиты и мониторинга.
21. Выход сигнала тревоги и функция сброса могут устанавливать различные значения сигналов тревоги, чтобы сделать контроль качества более точным.
22. Можно установить многоуровневую защиту паролем, чтобы отделить интерфейс отладки менеджеров от рабочего интерфейса оператора.
5 、 Основные параметры оборудования
серийный номер |
Имя |
Спецификация |
1 |
Режим сварки вкладки |
Горизонтальное/вертикальное, необходимо определить перед размещением заказа |
2 |
Длина пайки |
18-36мм |
3 |
Ширина пайки |
3 мм |
4 |
Глубина пайки |
0,1-0,6 мм |
5 |
Время сварки |
В пределах 1 С |
6 |
Количество рядов пайки |
2 ряд |
7 |
давление |
0,1 МПа ~ 1МПа , регулируемый |
8 |
Диапазон регулировки времени |
0,2 ~ 0,8/с ,0 ~ 60С регулируемый |
9 |
Срок службы сварочной поверхности |
≥10 0,000 |
10 |
Материал сварочной головки |
Импортная быстрорежущая сталь |
11 |
высота отступа |
1мм |
12 |
Состояние пайки / распределения зерна |
Прямые или метровые линии на верхней сварочной головке; Устройство проверки нижней формы |
13 |
Высота от поверхности сварки до сварочной головки |
> 5 мм |
14 |
Длина сварочной головки |
≥130мм |
15 |
Доступная сварочная поверхность сварочной головки |
2 шт |
16 |
Направление установки сварочной головки |
поперечный |
17 |
Диапазон регулировки амплитуды |
полуцикл : 20 ~ 40 мкм |
18 |
Разность частот между датчиками |
≤400 Гц |
19 |
Разница импедансов между преобразователями |
≤4 Ом |
20 |
Разница емкостей между датчиками |
≤400ПФ |
21 |
Сопротивление изоляции между датчиком и корпусом |
≥30 МОм |
22 |
Выносимая мощность |
4200 W+(пиковое значение) |
23 |
Сварочное напряжение |
≥ 300Н |
24 |
Режим управления частотой |
Встроенный частотный регулятор |
25 |
Функция постоянной амплитуды |
Импульсный источник питания постоянного напряжения и тока (постоянной амплитуды) |
26 |
Бесступенчатая регулировка амплитуды |
Бесступенчатая регулировка |
27 |
Ультразвуковая частота |
20 кГц |
28 |
внешность |
Не должно быть ложных сварок, проваров и утечек, а сварка должна быть прочной и проплавленной слой за слоем. |
29 |
Расчетный срок службы оборудования |
8 ~ 10 годы |
6 、 Основные запчасти
серийный номер |
Имя |
Бренд |
Примечание |
1 |
преобразователь |
Чип Немецкий Тайский |
|
2 |
Рычаг подъема стрелы |
Wei Sheng |
|
3 |
Сварочная головка |
Yishengbai импортные материалы |
|
4 |
Чип-процессор |
Соединенные Штаты Америки Я БЫ Компания |
|
5 |
Икс гид |
цена за клик |
|
6 |
Цилиндр |
AirTAC |
|
7 |
Соленоидный клапан |
AirTAC |
|
*Некоторые запасные части не перечислены по отдельности, и фактическая конфигурация имеет преимущественную силу* |
|||
7 、 Требования к среде установки
1. Место для установки : свыше 700×1200×650мм ( л × Вт × ЧАС )
2. Сжатый воздух: после сушки, фильтрации и стабилизации выходное давление превышает 5,0 ~ 7,0 кгс/см² ( 0,5 ~ 0,7 МПа )
3. Источник питания : AC220В/380В/50Гц/60Гц 。



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

