 English▼
English▼




- пилот батареи / производственная линия
- аккумуляторная лаборатория сборки
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Ли ионная батарея материалы
- катодные активные материалы
- анодные активные материалы
- Customized Battery Electrode
- Монета клеток материалы
- литиевый чип
- цилиндрические части ячейки
- аккумуляторные токосъемники
- батареи проводящих материалов
- электролит и мешочек
- Metal Mesh
- аккумуляторная батарея
- разделитель и лента
- алюминиевая ламинатная пленка
- полоса никеля / фольга
- Battery Tabs
- графеновые материалы
- Nickel Felt
- Titanium Fiber Felt
- Батарея
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- все аккумулятор в сборе машина
- тестер аккумулятора и анализатор
- Battery Safety Tester
- Material Characterization Tester
- вальцовочный пресс
- машина точечной сварки металла
- вакуумный смеситель
- обжимной / разборочный станок
- вакуумный запайщик
- заполнение электролитом
- штабелирующая / намоточная машина
- электрод для резки / резки
- формовочная машина
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Вакуумные перчаточного ящика
- печи
- Coaters
- PVD Coater
- гидравлический пресс
- Large Press Machine
- планетарный центробежный смеситель / мельница
- шаровая мельница
- лабораторная машина
- Вакуумные печи
- температура, влажность, тестовая камера
- Hardness Tester
- Spray Dryer
- Cutting Machine
- инкубатор
- роторные испарители
- Viscometer
- Three Roller Mill
- анализатор площади поверхности
- лабораторная дробилка
- уф-отверждения машина
- ультранизкие морозильники
- Water Chiller
- Laser Cleaning Machine
- другое лабораторное оборудование
- Cutting Machine
- пена металлическая электродная
- WhatsApp : +86 18659217588
- Отправить по электронной почте : David@tmaxcn.com
- Отправить по электронной почте : Davidtmaxcn@gmail.com
- : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
-
 Цилиндрическая холодная пресс-форма для гидравлического пресса
Цилиндрическая холодная пресс-форма для гидравлического пресса
Цилиндрическая форма - это обычная пресс-форма для таблеток в лабораторном формовании образцов порошка под давлением, которая подходит для формования и тестирования большинства образцов порошка в лаборатории. Форма отличается изысканным качеством изготовления, разумным дизайном и удобством в эксплуатации. С помощью таблеточного пресса порошковые образцы материалов могут быть спрессованы в форму, такую как круглый лист, цилиндр и т. Д. Размер образца зависит от размера формы, заказанной пользователем; пресс-форма широко используется в батареях, сверхпроводниках, цементе, керамике, катализе, силикате, порошковой металлургии, анализе морской грязи, биохимическом анализе и исследованиях и разработках в области подготовки образцов новых материалов. Кроме того, продукт также можно использовать с кальциевым железом, инфракрасным излучением, рентгенофлуоресцентным и другими инструментами для тестирования.
-
 Горячий пресс для ламинирования 300℃ 12T с двойной нагревательной пластиной
Горячий пресс для ламинирования 300℃ 12T с двойной нагревательной пластиной
Лабораторная электронная промышленность RT-300c расширяет плоский автоматический горячий пресс
-
 500 ℃ 12T Электрический компактный горячий пресс для ламинирования с двойной нагревательной пластиной
500 ℃ 12T Электрический компактный горячий пресс для ламинирования с двойной нагревательной пластиной
Лабораторная электронная промышленность RT-300c расширяет плоский автоматический горячий пресс
-
 Гидравлический электрический рулонный пресс для высокоточной прокатки аккумуляторных электродов
Гидравлический электрический рулонный пресс для высокоточной прокатки аккумуляторных электродов
Машина ролика прессы жары сублимации крена для свернутой части поляка батареи иона ли
-
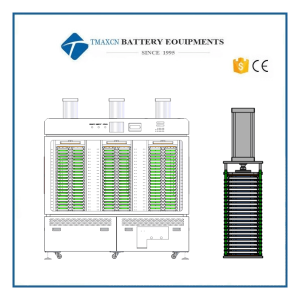 5V6A 256 машина формирования давления горячего прессования клетки мешка канала
5V6A 256 машина формирования давления горячего прессования клетки мешка канала
5V6A 256 машина формирования давления горячего прессования клетки мешка канала 1. Краткое введение функции оборудования Оборудование в основном используется для формирования карманная ячейка под давлением. Вся машина состоит из 1 коробки для сохранения тепла и 3 наборов зажимов, среди которых оборудование имеет 256 каналов, а приспособление и оборудование интегрированы. Основные функции приспособления следующие: 1) Обеспечивается давление, необходимое для прессования ячейки, которое можно установить произвольно в пределах допустимого диапазона давлений. Если настройка давления превышает диапазон настройки давления, будет подан сигнал тревоги; 2) Плотно прижмите электрод, чтобы обеспечить надежное соединение между электродом и цепью всей машины. 3) Убедитесь, что батарея находится в вертикальном положении, а подушка безопасности направлена вверх. 2. Основными функциями формации являются: 1) Функция нагрева и контроля температуры; 2) Надежная функция стыковки каналов; 3) Функция зарядки; 4) Функция разрядки; обратная связь энергии сброса в электрическую сеть; 5) канал передачи данных и функция связи; 6) Функции безопасности и защиты. 2. Основные параметры Настройка источника питания Напряжение AC380 ± 10%, номинальная мощность 18кВт. Вход источника воздуха Минимальное давление воздуха на входе должно быть не менее 0,6 МПа, а максимальное давление воздуха на входе не должно превышать 1,0 МПа. Всего на машине три зажима. Одиночный зажим находится под давлением цилиндра диаметром 250 мм. Когда вход источника воздуха достигает 0,6 МПа, максимальное давление одного цилиндра составляет 3000 кгс. Вес снаряжения Вес приспособления < 300 кг, вес машины < 1300 кг, отношение общего веса к площади опоры < 500 кг/м² Основной цвет внешности Теплый серый 1С. Габаритные размеры оборудования длина × ширина × высота ≤ 2000 мм × 800 мм × 2348 мм (высота 2030 мм после снятия цилиндра) Размеры входной камеры (ширина воздушной подушки ≤ 50 мм) Длина: 10-155 мм Ширина: 10-105 мм Толщина: 2-12 мм Размеры по длине и ширине ячейки включают размеры краевого уплотнения алюминиевого профиля. ламинированный фильм. Проходной балл ≥98% 3. Технические характеристики машины приспособление Каждое приспособление разделено на 22 слоя нагревательной пластины, и между нагревательной пластиной и приспособлением предусмотрена теплоизоляция. Каждый слой нагревательной пластины оснащен датчиком температуры, ПЛК может проверять датчик температуры каждого слоя нагревательной пластины и отображать значение обнаружения температуры на сенсорном экране. Режим управления Оборудование управляется ПЛК: он может установить целевую температуру нагрева. Оборудование может управлять нагревательной пластиной в соответствии с заданной температурой, а также своевременно защищать и сигнализировать о перегреве нагревательной пластины. Обогрев температура Точность контроля температуры каждого слоя нагревательной пластины ± 3 ℃ Контроль давления ПЛК может реализовать многоступенчатый контроль давления приспособления, а точность контроля давления может достигать ± 25 кг, точно контролировать давление в цилиндре с помощью датчика давления. Измерение клеток Четырехпроводной метод используется для измерения тока и напряжения ячейки. Соединение цепи между светильником и устройством осуществляется с помощью специальной печатной платы. Электродная пластина устанавливается на устройство, а батарея сжимается верхней и нижней прижимными пластинами. При этом реализована быстрая и надежная связь между устройством и схемой крепления. безопасность Меры по теплоизоляции должны быть приняты для периферийных дверей и смотровых окон оборудования. Оборудование оснащено системой контроля доступа для обеспечения более безопасного и надежного использования оборудования. Диапазон настройки напряжения заряда-разряда Диапазон настройки зарядного напряжения: 0 мВ ~ 5000мВ (разрешение 1мВ); Диапазон настройки напряжения разряда: 2000 мВ ~ 5000 мВ (разрешение 1 мВ). Диапазон настройки тока зарядки и разрядки: 10 мА ~ 6000 мА (разрешение 1 мА) 。 Точность контроля измерений Точность контроля измерения напряжения: ±(0,1%FS+0,1%RD) Текущая точность контроля измерения: ± (0,1% FS + 0,1% RD) Точность управления измерением времени: ±(0,1%FS+0,1%RD) Контроль точности измерения напряжения ±(0,1% полной шкалы + 0,1% RD) Контроль точности измерения тока ±(0,1% полной шкалы + 0,1% RD) Контроль точности измерения времени ±(0,1% полной шкалы + 0,1% RD) Конечные условия заряда и разряда Зарядка постоянным током (CC): конечными условиями являются напряжение, время и емкость Зарядка постоянным током и постоянным напряжением (CC-CV): конечными условиями являются ток, время и емкость Метод разряда: конечным условием разряда постоянным током (DC) является напряжение, время или емкость. Основные функции программного обеспечения 1. По времени, напряжению, току и другим параметрам контролировать конечные условия процесса; 2. Рассчитать параметры зарядной емкости сформированной батареи; 3. Функции редактирования и управления процессом зарядки и разрядки: 4. Можно установить до 32 ступенчатых параметров; 5. Можно установить до 256 циклов; 6. Для каждого шага можно выбрать зарядку постоянным током, зарядку постоянным током и постоянным напряжением, откладывание на полку, разрядку постоянным током, цикл и другие атрибуты; 7. Отредактированный файл процесса можно заархивировать для использования в будущем. 8. Зарядный ток можно установить от (10 ~ 6000) мА, напряжение зарядки можно установить в диапазоне от (0 ~ 5000) мВ, напряжение разряда может быть установлено от (2000 ~ 5000) мВ, а время каждого шага может быть установлено от 1 мин. ~ 1000 мин. 9. Контроль безопасности программного обеспечения: 11.1. Текущие данные и кривая каждой точки могут быть автоматически сохранены после выполнения заданного шага, а программное обеспечение имеет функцию предупреждения о емкости; 11.2. Защита от перезарядки: когда напряжение превышает значение настройки защиты от перезарядки, поток канала останавливается, и можно установить значение настройки; 11.3. Защита от превышения допустимой емкости: когда емкость аккумуляторной батареи превышает определенный диапазон, поток канала будет остановлен; Он может сортировать сформированные батареи и оснащен световыми индикаторами. Метод сортировки может быть установлен как: емкость, время, напряжение холостого хода, среднее напряжение, напряжение с фиксированной точкой и т. д. 11.4. Данные заряда и разряда каждой батареи могут быть сформированы в форме списка данных для просмотра или распечатки пользователями. Оборудование поддерживает функцию распознавания штрих-кода и может реализовать однозначное соответствие между батареей и каналом и записывать производственные данные. Функция защиты системы 1. Защита от перегрузки по току, пониженного тока, перенапряжения, пониженного напряжения и избыточной емкости: верхний и нижний пределы напряжения, тока и емкости батареи могут быть предварительно установлены в процессе. Когда достигнуты предельные условия, система автоматически переводит аккумулятор в спящий режим, а программный интерфейс сообщает об отказе. 2. Защита от тока утечки: когда рабочее состояние проверяется на ток утечки более 200 мА более трех раз, отключите входную мощность импульсного источника питания. 3. Защита от перенапряжения при зарядке: когда батарея проверяется системой во время зарядки батареи, когда напряжение батареи выше верхнего предельного напряжения, батарея прекращает зарядку. 4. Защита от пониженного напряжения разряда: когда батарея проверяется системой во время разрядки батареи, когда напряжение батареи ниже нижнего предельного напряжения, батарея перестает разряжаться. 5. Защита от сбоя питания оборудования: когда оборудование ненормально выключено, оно может продолжать выполнять текущий шаг процесса; имеет функцию регистрации аномального канала; Трехцветная сигнальная лампа (со звуком и светом) Ожидание (процесс завершен) - желтый свет; Идет процесс (сон, зарядка, разрядка) - зеленый свет; Сбой системы (перегрев, аппаратный сбой и т. д.) — красный свет и звук Базовая конфигурация всей системы 1. Повышение температуры платы привода и внутреннего радиатора импульсного источника питания на оборудовании составляет ≤30 ℃, а рассеиваемая мощность радиатора должна быть рассчитана в соответствии с долгосрочной полной шкалой, чтобы гарантировать, что оборудование может стабильно работать длительное время. 2. Цикл поверки оборудования 3 месяца. В течение 3 месяцев после калибровки оборудования убедитесь, что точность измерения и контроля напряжения на всех каналах составляет ≤ ± (0,1% полной шкалы + 0,1% RD), а точность измерения и контроля тока составляет ≤ ± (0,1% полной шкалы + 0,1%). РД). 3. Способ охлаждения электрической части: охлаждение вытяжным вентилятором. Экологические требования к оборудованию 1. Температура рабочей среды: 25±8℃; 2. Относительная влажность: 30% ~ 75%; 3. Требования к вентиляции оборудования: в пределах 1,5 м от передней и задней части оборудования и 0,8 м сбоку от оборудования не должно быть препятствий. 4. Место установки: закрытый, чистый цех. 5. Конфигурация компьютера: каждый компьютер управляет 5 наборы (предоставляется покупателем). 4. Технологический процесс оборудования: начало управления---дверь шкафа открывается вручную---крепление открыто---нагрузка ячейки на шкаф---затяжка крепления---закрытие двери шкафа---начало формирования---окончание формирования---дверь шкафа открыт --- Светильник открыт --- Аккумулятор помещен в шкаф.
-
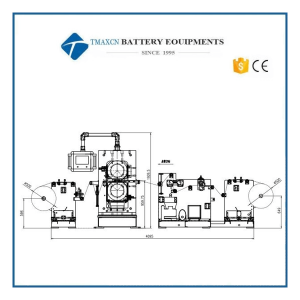 Пресс для прокатки электродов с горячим каландровым аккумулятором для пилотной линии
Пресс для прокатки электродов с горячим каландровым аккумулятором для пилотной линии
Батарея горячая Календарь батареи Пресс для прокатки электродов для пилотной линии 1. Введение 1.1 Функция: Эта линия непрерывной прокатки листов аккумуляторных электродов используется в процессе прокатки производства полюсных наконечников литий-ионных аккумуляторов для реализации непрерывного прокатного производства катушек полюсных наконечников аккумуляторов и удовлетворения спецификаций и качества, требуемых процессом изготовления полюсных наконечников аккумуляторов; 1.2 Состав оборудования: в основном включает в себя разматывающее устройство, устройство для соединения ремней, устройство для обрезки кромок, устройство для удаления пыли и удаления железа, нагревательный роликовый пресс, устройство для соединения ремней после прессования, устройство для намотки, гидравлическую систему, систему управления приводом, устройство для разборки роликов и т. д. ; 1.3 Принципиальная схема расположения оборудования (на рисунке показан правый тип, а левый симметричен ему): 2. Параметры процесса 2.1 Применение: подходит для процесса прокатки аккумуляторных материалов, таких как фосфат лития-железа, оксид лития-кобальта, манганат лития, тройной элемент, титанат лития и т. д. 2.2 Адаптация к характеристикам поступающего материала: ширина полюсного наконечника 150 ~ 300 мм, диаметр рулона материала ≤500 мм 2.3 Показатели выходного продукта: 2.3.1 Однородность толщины полюсного наконечника после прокатки: ≤±0,002 мм (требуемая точность толщины поступающего материала: ≤±0,002 мм); 2.3.2 Ошибка выравнивания кромки обмотки: ≤ ± 0,3 мм. 3.Установка 3.1 Основная часть двигателя требует нагрузки на грунт ≥ 3,5 т/ ㎡ (или на основе предоставленного чертежа фундамента) 3.2 Электропитание: 380В±5%, 50Гц трехфазная пятипроводная система 3.3 Суммарная мощность: 60кВт+10% коэффициент запаса/блок 3.4 Сжатый воздух: давление 0,2 ~ 0,7 МПа, расход: 20 л/мин, внешний диаметр соединительной трубы 8 мм 3.5 Рабочая среда: диапазон температур 0 ~ +45℃ относительная влажность: ≤30% 3.6 Внутренний диаметр ствола: 3 дюйма, длина ствола ≤550 мм. 4. Индекс функций оборудования 4.1 Габаритные размеры линии непрерывной прокатки (длина*ширина*высота): 4,8×2,6×2 м. 4.2 Общий вес оборудования: около 9 тонн 4.3 Внешний вид Цвет оборудования: национальный стандарт теплый серый 1С 4.4 Расположение: левый/правый (часть силового привода слева/справа, если смотреть со стороны подачи) 4.5 Скорость прокатки: 1-12 м/мин. 4.6 Максимальное давление между роликами: 1800 кН 4.7 Общая эффективность оборудования: OEE≥95% 4.7.1 Формула расчета: OEE = уровень доступности × производительность × уровень квалификации продукта 4.7.2 Субиндексы Связанные субиндексы Примечание Наличие = время работы ÷ запланированное время работы 98% Коэффициент использования Выразительность = общая производительность ÷ (мин. время работы * CPM) 98% Мощность оборудования Коэффициент квалификации продукта = фактическое количество хороших продуктов ÷ запланированное количество хороших продуктов 99% Примечание. При расчете вычтите факторы, влияющие на нормальное производство, такие как поставка материалов, электроснабжение, подача газа и т. д. 4.8 Правила и стандарты проектирования и производства: в соответствии с соответствующими национальными стандартами 5.Основные показатели эффективности 5.1 Разматывающее устройство л Функция: Пассивно обеспечить полюсные наконечники для прокатки при определенном контроле натяжения. л Размотка надувного вала: Φ74 мм с надувным пистолетом л Эффективная длина надувного вала: 550 мм л Диапазон регулировки (установки) натяжения: 1 ~ 20кгс л Точность контроля натяжения: 5% л Управление коррекцией: инфракрасная фотоэлектрическая коррекция л Ход коррекции: ± 50 мм л Контроль края: точность коррекции отклонения составляет ≤ ± 0,2 мм. л Магнитный порошковый тормоз: 50 Нм 5.2 Фронтальное соединительное устройство л Функция: Используется для соединения полюсного наконечника, когда он ломается в процессе прокатки или при смене рулона материала, чтобы уменьшить количество отходов полюсного наконечника. л Состав: Он состоит из соединительной пластины, нажимного штока, воздушного цилиндра, направляющего ролика и других частей. л Управление: цилиндр управляется ручным пневматическим клапаном для сжатия и ослабления полюсного наконечника. л Операция: ручное подключение 5.3 Устройство обрезки кромок л Функция: используется для обрезки непокрытой фольги с обеих сторон полюсного наконечника, уменьшения складок полюсного наконечника, вызванных непостоянной скоростью удлинения во время прокатки, и уменьшения количества брака, вызванного полосой полюсного наконечника. л Принцип: Верхнее режущее лезвие подается вручную, опираясь на нож, а левый и правый режущие ножи управляются отдельно. л Привод: двигатель с переменной частотой 0,55 кВт приводит в движение нижний режущий вал, чтобы соответствовать скорости прокатки. л Скорость резки: скорость резки синхронизирована с вращением основной машины. л Верхнее режущее лезвие: Φ100×Φ65×1,2 мм л Режущий диск: Φ100×Φ65×2 мм 5.4 Устройство для удаления пыли л Функция: Очистите пыль и заусенцы на полюсном наконечнике. л Состав: состоит из передних и задних роликовых щеток, пневмоцилиндров, пылесосов, двигателей привода роликовых щеток и т.д. л Принцип: Используйте передние и задние роликовые щетки, чтобы смахнуть пыль и заусенцы с полюсных наконечников, пропустите ведро для всасывания пыли, пыль и воздух будут разделены циклонным сепаратором, а чистый воздух выпускается из глушителя через вентилятор. Регулярно очищайте от пыли. л Количество роликовых щеток: 2 л Привод: привод вентилятора высокого давления мощностью 0,75 кВт л Объем обрабатываемого воздуха: 2,4 м3/мин. 5.5 Переднее демпфирующее устройство л Функция: уменьшить дрожание полюсного наконечника в процессе прокатки и предотвратить разрыв полосы. л Состав: фиксированный направляющий ролик, плавающий направляющий ролик, фиксированный кронштейн и т. д. л Принцип: полюсный наконечник проходит через плавающий направляющий ролик, чтобы уменьшить дрожание полюсного наконечника и предотвратить зачистку полюсного наконечника. 5.6 Валковый пресс л Структура: Два ролика расположены горизонтально вверх и вниз. л Каркас: литая арка типа «устье» л Посадочное место подшипника: литая сталь 45 л База: общая база л Размер рулона: φ400мм×450мм л Материал валка: 9Cr3Mo (электрошлаковый переплав) л Глубина закаленного слоя поверхности валка: ≥18мм, валок закален и отпущен НВ280-300. л Шероховатость поверхности рулона Ra≤0,2 мкм л Цилиндричность вала ≤ ± 0,001 мм л Допуск на радиальное биение машины для сборки валков: ≤±0,002 мм л Структура нагревательного ролика: сплошной ролик с нагревательным отверстием л Режим подключения нагрева: конец вала соединен поворотным соединением RHG. л Метод нагрева рулона: регулятор температуры нагрева пресс-формы л Теплоноситель: масло-теплоноситель л Температура нагрева: комнатная температура ~ 120 ℃, плавная регулировка, контролируемая контроллером температуры с цифровым дисплеем л Ошибка однородности температуры поверхности валка (рабочая поверхность): ≤ ± 1 ℃ л Точность регулировки: ± 0,5 ℃ л Скорость нагрева: нагрев от комнатной температуры до 80 ℃, нагрев ≤100 минут; нагрев при комнатной температуре до 120℃, нагрев ≤150 минут л Мощность нагрева: 45 кВт л Предустановленное линейное давление роликового пресса: 5 т/см л Диапазон регулировки зазора рулона: 0-2 мм, сенсорный дисплей. л Регулировка зазора между роликами: серводвигатель приводит в движение средний клин для регулировки с помощью шарикового винта. л Точность регулировки: 0,001 мм л Максимальное давление между двумя роликами: 1800 кН (под давлением газожидкостного бустерного насоса) л Привод: мотор-редуктор соединен с валками через эластичный соединительный штифт, а валки приводятся в движение шестернями. л Мощность основного двигателя: 7,5 кВт (двигатель с регулируемой частотой вращения, 380 В, 50 Гц) л Скорость прокатки: 1-12 м/мин (бесступенчатая регулировка скорости) л Электрическое управление: управление программой ПЛК, работа с сенсорным экраном. л Рабочее давление: газожидкостный бустерный насос л Метод давления: нижний гидроцилиндр и верхнее давление л Диаметр гидравлического цилиндра: φ220 мм л Гидравлическая система: максимальное давление 31,5 МПа. л Размер хост-устройства: (длина × ширина × высота) около 2800 мм × 950 мм × 1930 мм л Расположение: левое/правое (механизм на левой стороне конца подачи - левый тип, а правая сторона - правый тип) л Внешний вид оборудования: Цвет соответствует международному стандарту теплого серого цвета 1С или индивидуальному заказу в соответствии с требованиями заказчика. л Вес хозяина: около 6 тонн 5.7 Заднее гасящее устройство вибрации л Функция: уменьшить дрожание полюсного наконечника в процессе прокатки и предотвратить разрыв полосы. л Состав: фиксированный направляющий ролик, плавающий направляющий ролик, фиксированный кронштейн и т. д. л Принцип: полюсный наконечник проходит через плавающий направляющий ролик, чтобы уменьшить дрожание полюсного наконечника и предотвратить зачистку полюсного наконечника. 5.8 Устройство намотки л Функция: Соберите скрученные полюсные наконечники в катушки. л Состав: надувной вал, коррекция отклонения, магнитная порошковая муфта, редуктор обмотки, рама и т. д. л Принцип: после прокатки полюсные наконечники собираются в катушки, а края катушек аккуратно контролируются корректирующим механизмом. л Перемотка надувного вала: Φ74 мм с надувным пистолетом л Эффективная длина надувного вала: 550 мм л Диапазон регулировки (установки) натяжения: 1 ~ 20кгс л Точность контроля натяжения: 5% л Управление коррекцией: инфракрасная фотоэлектрическая коррекция л Ход коррекции: ± 50 мм л Контроль края: точность коррекции отклонения составляет ≤ ± 0,2 мм. л Магнитная порошковая муфта: 50 Нм л Мощность обмотки: мотор-редуктор 1,5 кВт 5.9 Система управления приводом л Привод каждого компонента всей непрерывной производственной линии прокатки приводится в действие двигателями различных спецификаций и моделей, которые централизованно управляются с пульта управления, и все приводные двигатели оснащены защитой от перегрузки; л Часть управления включает в себя: сенсорный экран, ПЛК, преобразователь главного двигателя, привод серводвигателя зазора роликов, контроллер натяжения, контроллер коррекции и т. д. л В работе системы используется управление ПЛК, сенсорный экран и режим работы с кнопками, а кнопки аварийной остановки расположены на станции управления подвеской, на конце подачи прокатного стана и на стороне намотки и размотки для обеспечения безопасности оператора. л К основным элементам управления системы относятся: л Роликовый пресс пуск, стоп, индикация, защита от перегрузки л Гидравлическая система пуск, стоп, инструкция л Настройка скорости прокатки, отображение скорости л Настройка давления, дисплей давления л С очисткой параметров давления ролика (давление, зазор между роликами) и функцией памяти л Параметры прокатки могут быть автоматически восстановлены в соответствии с моделью полюсного наконечника. л Функция подсчета метров л Ненормальная функция тревоги л Оснащен функцией стыковки вывода данных MES, метод стыковки и метод сбора базы данных предоставляются покупателем. 5.10 Устройство для разборки ролика л Функция: это устройство используется для замены или обслуживания рулона, сокращая время операции по разборке рулонов и снижая трудоемкость операторов. л Состав: состоит из роликосъемной скобы, роликосъемной направляющей и т.д. л Эксплуатация: при разборке рулона выдвиньте ролик и подкладку из направляющей для демонтажа и используйте кран или вилочный погрузчик для разборки роликов и их транспортировки. Установка осуществляется в обратном порядке. 6. Список конфигурации Нет. Имя Марка/модель Примечание 1 Ролик Синтай Синостил Сертификат соответствия 2 Несущий Bush / Luo shaft 3 Редуктор Boneng/Guomao 4 ПЛК Сименс/Дельта 5 Сенсорный экран Сименс/Дельта 6 Преобразователь частоты Сименс/Дельта 7 Сервосистема регулировки зазора рулона Сименс/Дельта 8 Электрические компоненты Шнайдер, Чинт 9 ЭПК Айбо/Тимако 10 Газожидкостный бустерный насос США, Аризона 11 Пневматические компоненты Airtac/SMC Воздушная труба синего цвета 7. Список запасных частей Нет. Имя Количество Ед. изм Примечание 1 Доктор лезвие 4 шт 2 Верхний нож 2 шт 3 Нижний нож 2 шт 4 Уплотнения гидравлической линии 2 поставил 5 Аксессуары для смены рулонов 1 поставил 1 комплект на мастерскую 6 Простой инструмент для обслуживания оборудования 1 поставил Ящик для инструментов 8. Список расходных материалов Нет. Имя Спецификация Количество Бренд Эталонный цикл замены 1 Доктор лезвие 0,2*30*450 мм 2 Швейцария 15 дней 2 Верхний нож Φ100*1,2 2 Одомашненный 15 дней 3 Нижний нож Φ100*2 2 Одомашненный 15 дней 4 Ролик Φ400*450 2 Синосталь 6 месяцев (Молоть) 5 Трансмиссионное масло VG320 50л Великая стена 12 месяцев 6 Гидравлическое масло L-HV150 20л Великая стена 12 месяцев 7 Цилиндр с низким коэффициентом трения 2 Airtac/SMC 2 года 8 Трехосный цилиндр 2 Airtac/SMC 2 года 9 Ультратонкий цилиндр 4 Airtac/SMC 2 года 10 Тяговый клапан 5 Airtac/SMC 2 года 11 Электромагнитный клапан 4 Airtac/SMC 2 года 12 Вентилятор осевой 2 2 года 13 Потенциометр 1 Шнайдер 2 года
-
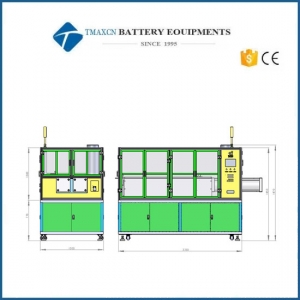
 Автоматическая машина для формования под давлением горячего прессования для производства ячеек для пакетов
Автоматическая машина для формования под давлением горячего прессования для производства ячеек для пакетов
-
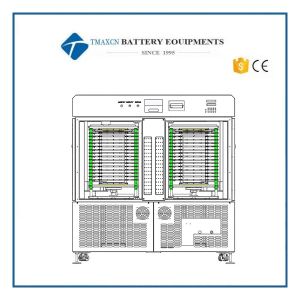
 машина формирования давления горячей прессы клетки мешка канала 5В20А 64 вертикальная для производственной линии клетки мешка
машина формирования давления горячей прессы клетки мешка канала 5В20А 64 вертикальная для производственной линии клетки мешка
-
 Ручной плоский гидравлический горячий пресс-гранулятор с двойной пластиной 300C или 500C
Ручной плоский гидравлический горячий пресс-гранулятор с двойной пластиной 300C или 500C
Ручной плоский гидравлический горячий пресс-гранулятор с двойной пластиной 300C или 500C
-
 300C 500C Лабораторный ручной цилиндро-электрический гидравлический горячий пресс для лепешек
300C 500C Лабораторный ручной цилиндро-электрический гидравлический горячий пресс для лепешек
300C 500C Лабораторный ручной цилиндро-электрический гидравлический горячий пресс для лепешек
-
 300C 500C 24T Лабораторный ручной плоский гидравлический пресс с двойным нагревом
300C 500C 24T Лабораторный ручной плоский гидравлический пресс с двойным нагревом
300C 500C 24T Лабораторный ручной плоский гидравлический пресс с двойным нагревом
-
 Лабораторный расширенный ручной интегрированный горячий гидравлический пресс с двойными нагревательными пластинами 300C 500C
Лабораторный расширенный ручной интегрированный горячий гидравлический пресс с двойными нагревательными пластинами 300C 500C
Лабораторный расширенный ручной интегрированный горячий гидравлический пресс с двойными нагревательными пластинами 300C 500C
-
 Лабораторный интеллектуальный автоматический таблеточный пресс для порошков с программируемым контроллером от 20 т до 100 т
Лабораторный интеллектуальный автоматический таблеточный пресс для порошков с программируемым контроллером от 20 т до 100 т
Лабораторный интеллектуальный автоматический таблеточный пресс для порошков с программируемым контроллером от 20 т до 100 т
-
 пресса лаборатории 300К 500К 40Т плоская автоматическая гидравлическая горячая с контролем давления высокой точности
пресса лаборатории 300К 500К 40Т плоская автоматическая гидравлическая горячая с контролем давления высокой точности
пресса лаборатории 300К 500К 40Т плоская автоматическая гидравлическая горячая с контролем давления высокой точности
-
 15T 30T Mini Четырехколонный ручной таблеточный гидравлический пресс
15T 30T Mini Четырехколонный ручной таблеточный гидравлический пресс
15T 30T Mini Четырехколонный ручной таблеточный гидравлический пресс
 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

